kasperpopek pisze:Chciałem opisać i pokazać jak wykonuję elementy do układu wodnego:) chyba ze nie w tym tagu . ?
Tylko że niczego nie pokazałeś.
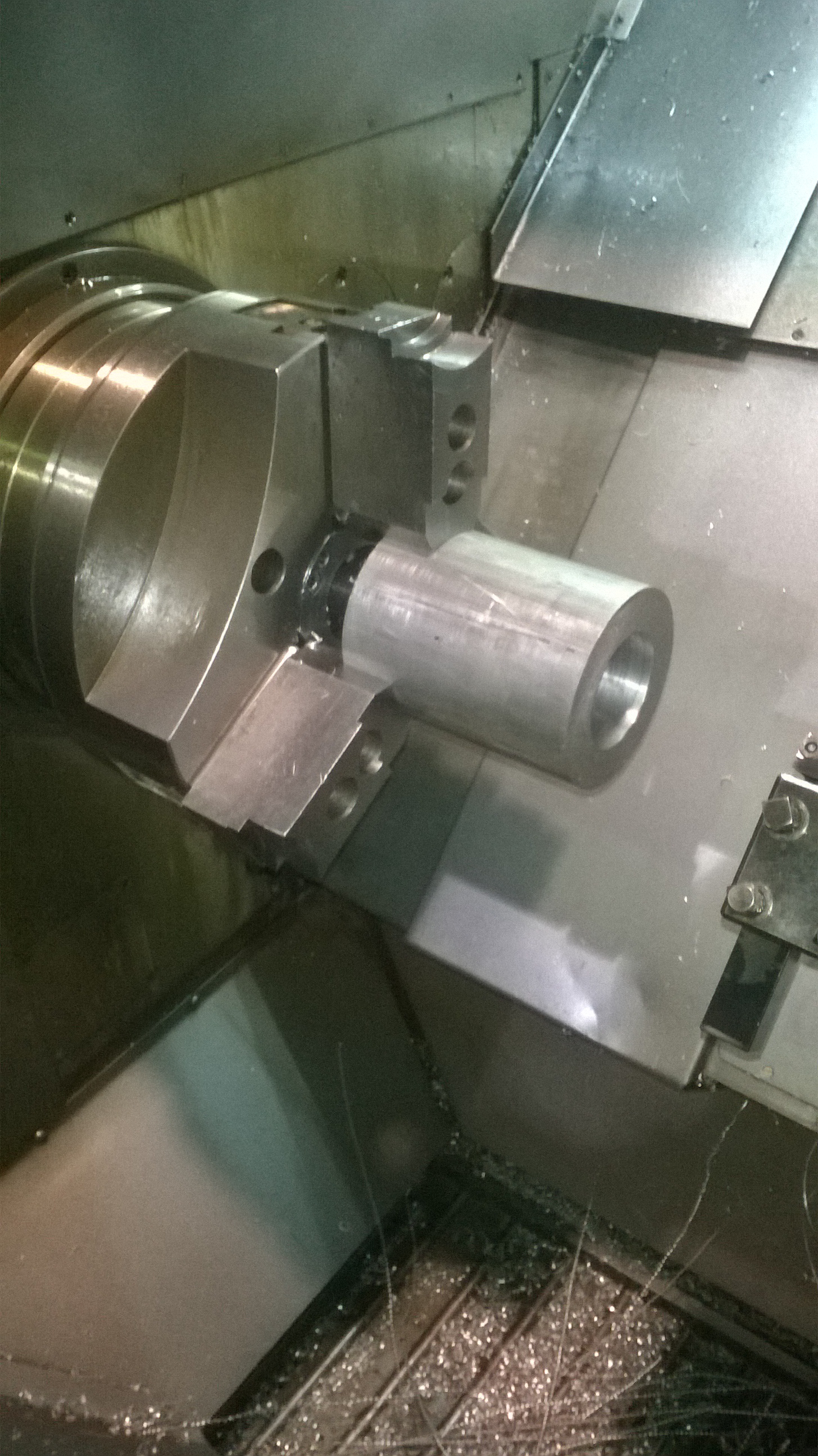
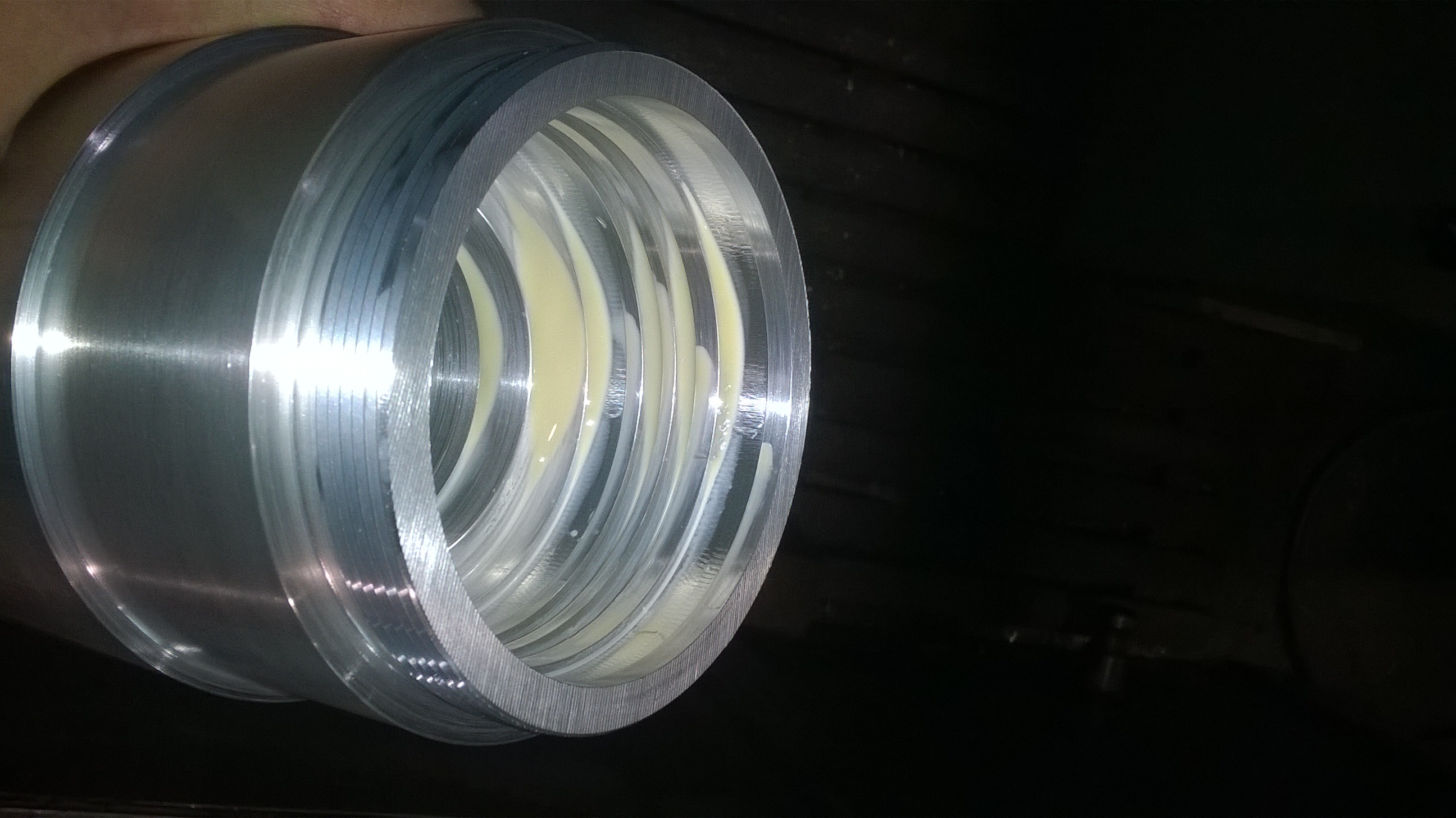
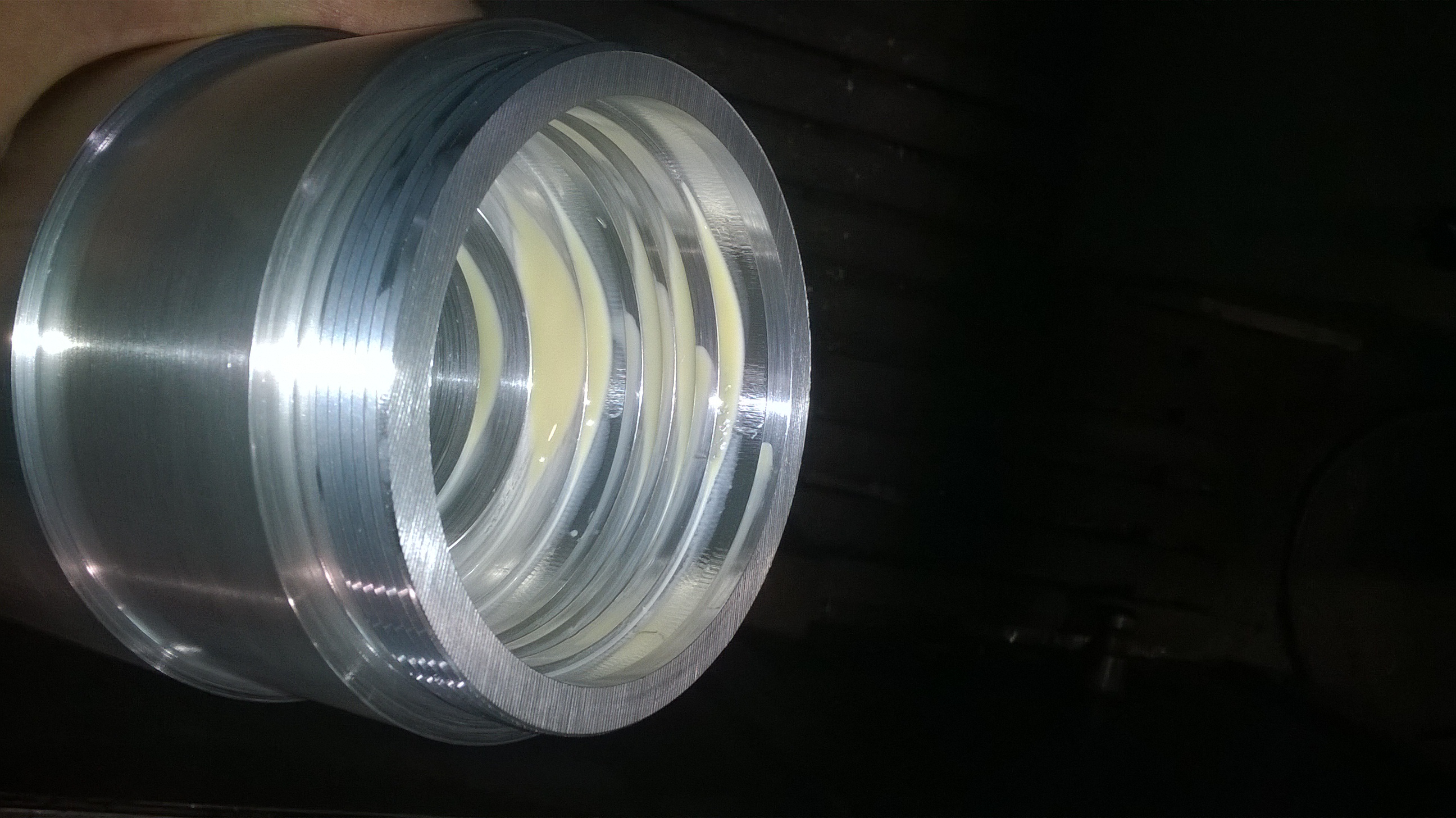
kasperpopek nie obrażaj się, ale pokazanie przygotówki i gotowego wyrobu, to niewiele. Co to wnosi do ogólnego forum. Na marginesie - po co wierciłeś wcześnie, przecież jest możliwość wiercenia na tej tokarce, brakło ci miejsca na narzędzie do wiercenia? Czemu pozostawiasz tak brzydką powierzchnię czołową (nawet, jak nieistotna), czemu w środku powstaje właśnie ta pralka, czyli powierzchnia pofałdowana? Może i takie może być, ale czy musi? Chyba fajnie jak detal jest wykonany estetycznie?
A tak nie widzimy nic, co by mogło komukolwiek, w czymkolwiek pomóc. Nie widzimy narzędzi, jakimi obrabiasz, po co więc to wrzucasz? Chcesz się pochwalić, że umiesz takie coś zrobić, no tylko że większość ludzi zazdrościć ci nie będzie. No bo na jakie problemy w tej pracy się natknąłeś? Co musiałeś rozwiązać, że chcesz nam pokazać? Gdyby każdy chciał robić zdjęcia swoich detali, jakie wykonuje, to bałagan zrobiłby się niesamowity, choć niektóre detale mogą imponować.
Zasadą forum jest pokazywanie wszystkiego, co stwarza nam problemy, ewentualnie wstawianie jakichś ciekawych informacji, sposobów radzenia sobie w sytuacji, kiedy wydaje się np. że w danych warunkach elementu nie da się wykonać. Chwalenie się robotą, to nie tutaj, tym bardziej, że co niektórzy będą się szczegółów czepiać, że nieestetyczne

A tak ogólnie, to pozdrowienia i nie zrażaj się. Fajnie, że do forum dołączają następni.




")




")






