



")
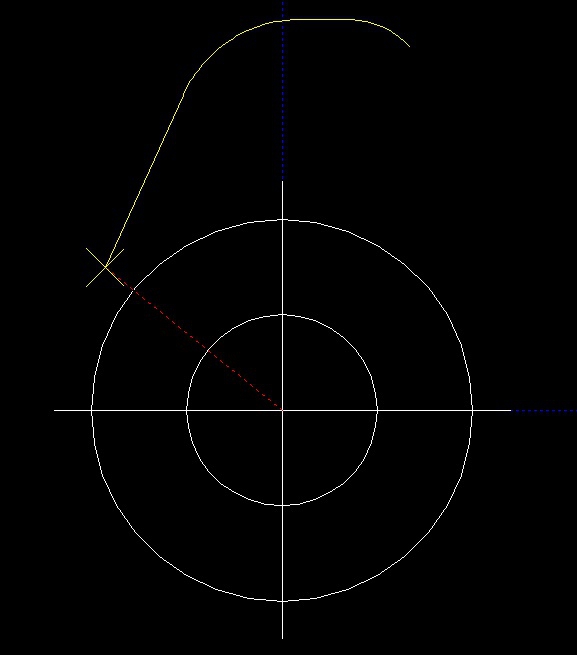
raczej tak to powinno wyglądać
T1M6
G0Z5.000
G0X0.000Y0.000S100M3
G0X-4.630Y3.740Z5.000
G1Z-6.000F600000.0
G1X-2.593Y8.248F60000.0
X-2.546Y8.347
X-2.497Y8.445
X-2.444Y8.541
X-2.387Y8.636
X-2.328Y8.729
X-2.266Y8.821
X-2.200Y8.910
X-2.132Y8.997
X-2.060Y9.082
X-1.987Y9.165
X-1.910Y9.245
X-1.831Y9.323
X-1.750Y9.398
X-1.666Y9.470
X-1.581Y9.539
X-1.494Y9.605
X-1.405Y9.668
X-1.312Y9.729
X-1.216Y9.787
X-1.118Y9.843
X-1.018Y9.895
X-0.916Y9.943
X-0.812Y9.988
X-0.707Y10.030
X-0.600Y10.067
X-0.492Y10.101
X-0.382Y10.131
X-0.272Y10.158
X-0.161Y10.180
X-0.049Y10.199
X0.062Y10.213
X0.174Y10.224
X0.286Y10.230
X0.397Y10.233
X1.764Y10.233
X1.854Y10.231
X1.944Y10.225
X2.034Y10.216
X2.124Y10.203
X2.206Y10.187
X2.288Y10.169
X2.369Y10.147
X2.449Y10.122
X2.528Y10.093
X2.606Y10.062
X2.683Y10.027
X2.758Y9.990
X2.831Y9.950
X2.903Y9.906
X2.974Y9.859
X3.043Y9.810
X3.110Y9.757
X3.175Y9.702
X3.238Y9.644
X3.298Y9.584
X3.356Y9.521


")




")






