



")
Wykonuję sobie części do czwartej osi. O tym jednak napiszę w innym temacie na forum.
Potrzebuję wyfrezować uchwyt na wrzeciennik i na servo.
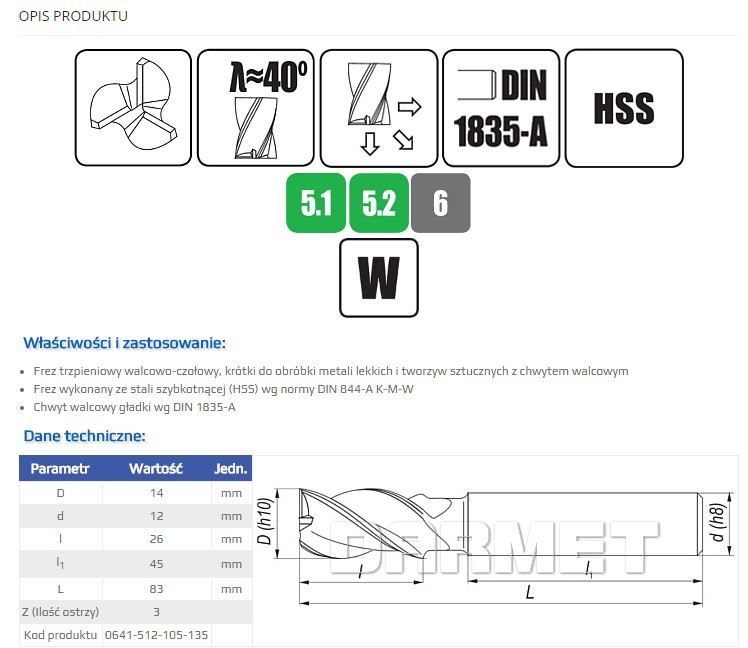
Do obróbki wybrałem frez firmy Fenes taki jak tu:
Aluminium (PA6) obrabiałem z następującymi parametrami:
n - 3700 obr/min
vc - 161 m/min
z = 3
fz = 0.109
f = 0.33
vf = 65% z vf = 787.5 mm/min
Zagłębienie aa = 0.25 D = 3.5 mm
ar = 0.1D = 1.4 mm
Prędkość zagłębiania (w osi z) 10% z vf - 80 mm / min
Przy tych parametrach frez nie zagłębiał mi się w materiał - stawał
Również nie chciał pracować powierzchnią boczną
O ile pamiętam zwiększyłem prędkość do 8000 / 9000 zmniejszyłem o 50% posuw i frez zaczął pracować. Zwiększyłem posuw do wcześniejszego przy (787.5 mm/min) - frez pracował powierzchnią boczną ale podczas zagłębiania znów się zatrzymał w oprawce. Zatrzymałem całe frezowanie.
Wyciągłem freza i niestety jedno z ostrzy freza było uszczerbane. Jak powinienem na przyszłość dobrać parametry obróbki żeby móc normalnie frezować ? Może coś nie tak mam z tulejką ER20 ?
Poniżej zamieszczam filmiki z frezowania oraz excela z obliczeniami do parametrów
Z góry serdecznie dziękuję za pomoc.
https://youtu.be/cXtCmNV7Ecs
https://youtu.be/P76-gFlSq00


")
")

")





