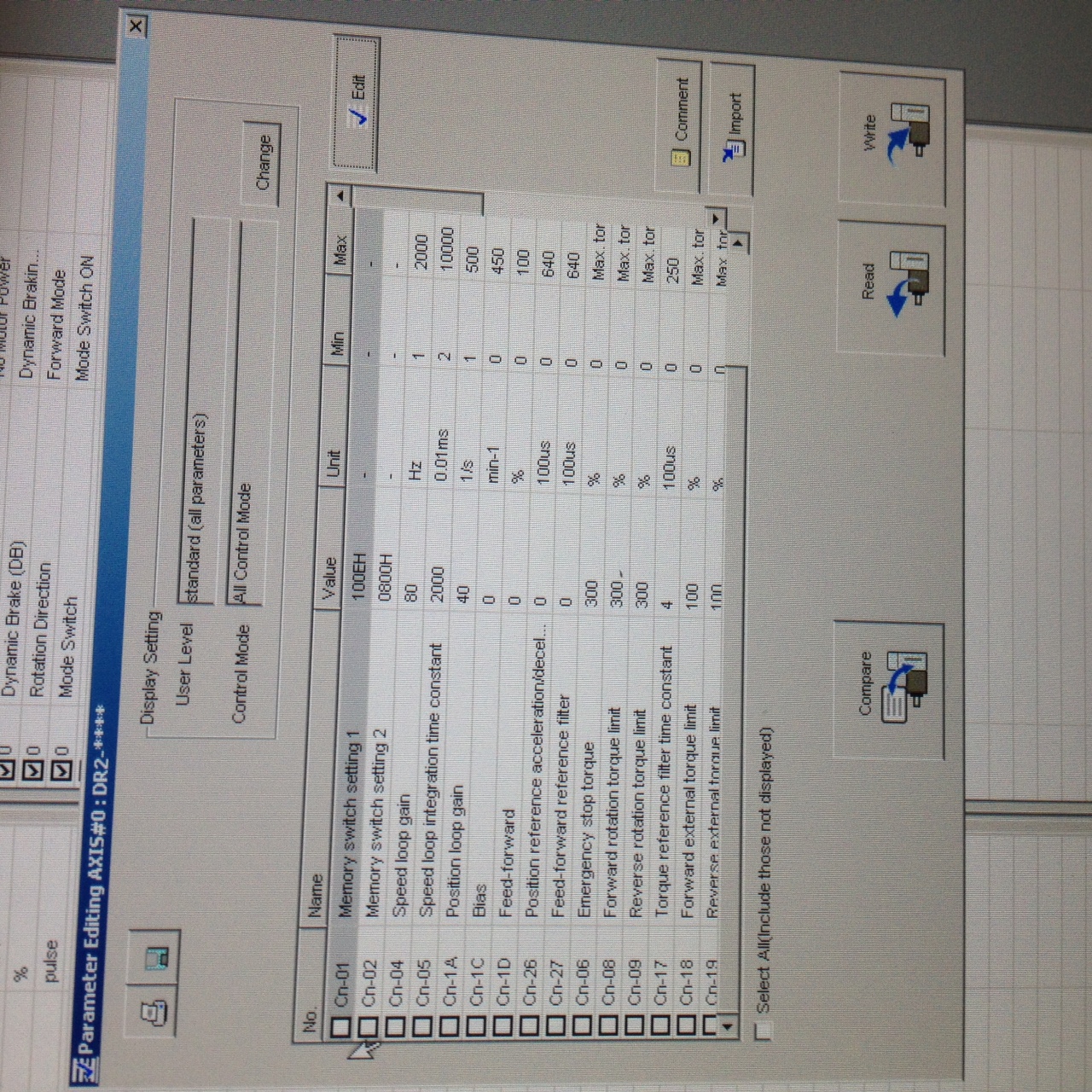
Ustaw speed loop gain na 200-250 Hz. To "szybkość" pętli sprzężenia zwrotnego, generalnie im więcej, tym sztywniej. W katalogu yaskawa podaje, że do zastosowań takich jak napędzanie śruby tocznej parametr ten powinien wynosić 200-300 z tego co pamiętam. Ja u siebie miałem 300 Hz i strasznie piszczały mi silniki, 200 Hz wiele nie pomogło, ale mam wrażenie, że maszyna pracuje bardziej miękko. W tym temacie
https://www.cnc.info.pl/topics60/frezar ... 098,60.htm nieco się męczyłem z yaskawą. Już nie pamiętam, co tam było, może coś dla siebie znajdziesz. A co do samego strojenia to masz tam normalne PID. Poczytaj w sieci jak to się stroi, bo dokładnie nie pamiętam. Chyba najpierw parametr P, czyli wzmocnienie należy podnosić, do puki układ zachowuje się jeszcze stabilnie. Następnie człon inercyjny i całkujący, ale nie pamiętam z głowy jak to szło.




")


")
")






