Pafełek pisze:Czy mógłby mi ktoś powiedzieć czy jest możliwa zmiana rozmiaru uchwytu tokarskiego z 100 na większy?Czy będzie pasował?
jest możliwa tylko trzeba wytoczyć lub kupić gotowy zabierak 2 (przejściowy), pasujący z jednej strony do uchwytu 3 , a z drugiej do końcówki wrzeciona 1 musi być średnicy uchwytu, tu akurat są równe ze średnicą końcówki wrzec., ale nie muszą)

tu masz opisy co i jak, wiec nie będę dublował, chyba że będziesz miał pytania.
Ważne jest by zabierak wykonywać w odpowiedniej kolejności stron, co masz opisane w jednym moim wpisie.
https://www.cnc.info.pl/topics56/nowa-t ... 273,30.htm
https://www.cnc.info.pl/topics56/wybor- ... 008,50.htm (
https://www.cnc.info.pl/topics89/mocowa ... t18900.htm )
https://www.cnc.info.pl/topics56/tokark ... 505,10.htm
Pafełek pisze:Czy ktoś mógłby mi zrobić taką płytkę hss do cięcia aluminium?
spokojnie możesz kolego wykonać go sam, to nie takie trudne, a doświadczenie bezcenne bo kiedyś i tak będziesz się musiał z nim zmierzyć.
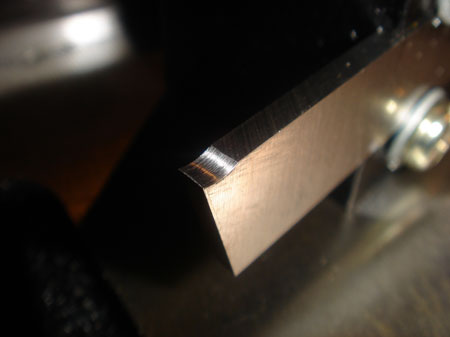
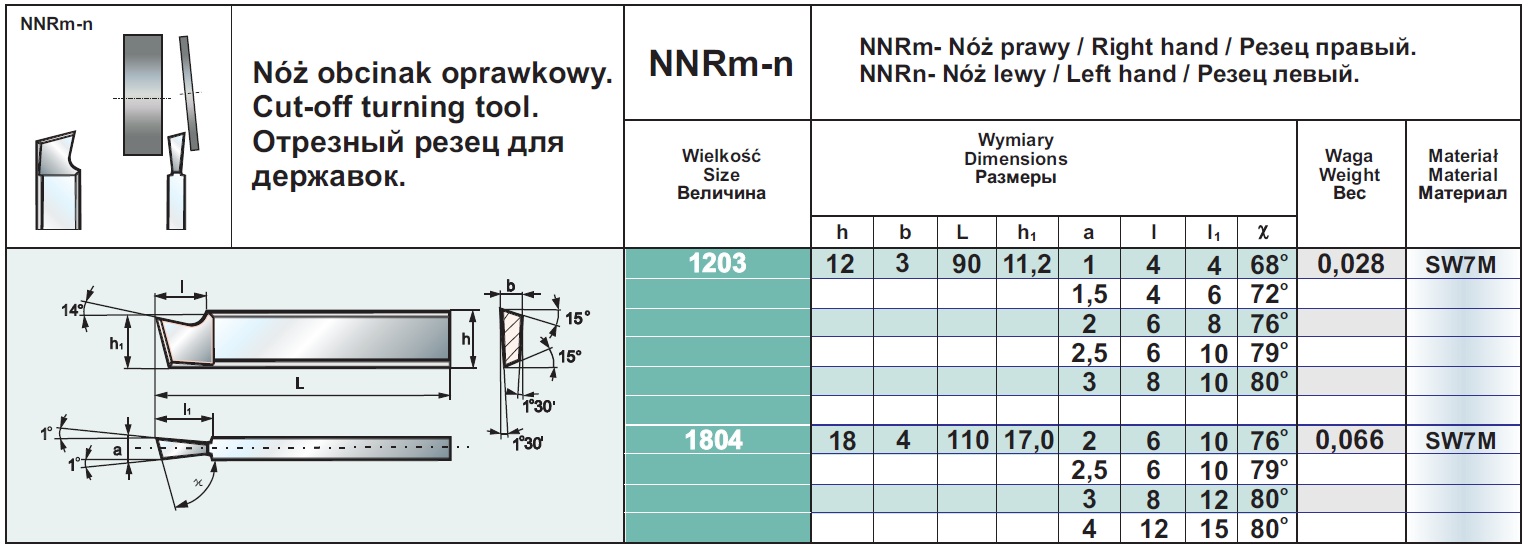
Ważne by wszystkie krawędzie ostrza przecinaka, zarówno stalki czy listwy HSS jak i lutowanego, poza główną skrawającą i powierzchnią natarcia ("rake angle" lub "γ" na rys. ) im dalej od tej krawędzi, tym bardziej były zbieżne pod kątem 1÷5° (by nie trzeć o ścianki przecinanego materiału), podobnie jak niżej,

a długość samej części zaszlifowanej zbieżnie ostrza nie przesadnie długa(trochę ponad przewidywaną max. głębokość cięcia).

(dół listwy może być płaski)


 https://www.cnc.info.pl/topics56/nie-da ... 932,20.htm
https://www.cnc.info.pl/topics56/remont ... 55,510.htm
http://www.cnccookbook.com/MTLathePartingCutoff.htm
https://www.cnc.info.pl/topics56/nie-da ... 932,20.htm
https://www.cnc.info.pl/topics56/remont ... 55,510.htm
http://www.cnccookbook.com/MTLathePartingCutoff.htm
podobnie wykonujemy ostrze przecinaka ze stalki o przekroju kwadratowym lub prostokątnym (tu poprawiłbym jeszcze kąty)
http://www.mini-lathe.com/Mini_lathe/Op ... arting.htm
By nie tracić cennej stalki możesz sobie potrenować szlifowanie na podobnych gabarytów listwie czy kostce ze stali, to naprawdę nie trudne.
tu wyprowadzona w listwie powierzchnia natarcia, jeszcze bez podcięć, w tej formie listwa tarłaby bokami o przecinany materiał zarówno w płaszczyźnie poziomej jak i pionowej.
 http://www.cnccookbook.com/MTLathePartingCutoff.htm
http://www.cnccookbook.com/MTLathePartingCutoff.htm
ale gdybyś jednak nie czuł się na siłach to przyślij..






")


")