



Witam
Mam taki problem otóż wiercę bardzo dużo otworów w wałku ze stali st 35
średnica wąłka fi 60 otwór docelowo fi 36 wszystko robota ręczna na zwykłej tokarce 16K28 chciałbym skonstruować coś takiego
W zasadzie myślalem o wykorzystaniu starej tokarki TUR 50 łoże nie jest wytarte a na koniku zamontowałbym silnik krokowy miałbym dojazd teraz tylko pytanie jakie dobrać obroty jaki posuw podejrzewam że nie da się wiercić na raz 36 ale myślałem o wiertle 16-18 mm
Jeżeli macie jakieś doświadczenie w tym temacie możecie coś doradzić byłbym wdzięczny.
Zastanawiam się czy istnieją też jakieś tabele jak się powinno dobierać obroty w zależności od posuwu i średnicy wiertła. Nie wiem również jakie wiertła najlepiej stosować. Zapomniałbym o najważniejszym głębokość otworu to 230 mm jeże;i chodzi o dokładność mało istotna tuleja potem będzie cięta i przetaczana wewnątrz.
Pozdrawiam
Wiercenie w stali 16-18mm


-
 tomolc
tomolc
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 708
- Rejestracja: 17 paź 2009, 13:45
- Lokalizacja: Mazowieckie
- Kontakt:
brk2511 pisze:Witam
W zasadzie myślalem o wykorzystaniu starej tokarki TUR 50 łoże nie jest wytarte a na koniku zamontowałbym silnik krokowy miałbym dojazd
Przecież można połączyć konia z posuwem suportu i nie trzeba robić napędu konia.
Chyba że coś źle zrozumiałem
Ale cała zabawa polega na odprowadzeniu wiórów z otworu i tym przypadku robi to
chłodzeni po przez narzędzie(ciśnienie chłodziwa) wypycha wióry
Wiertło lufowe na płytkach ø35 mało skrętne dobrać parametry chłodzić i powinno iść
Ostatnio zmieniony 13 kwie 2012, 10:17 przez tomolc, łącznie zmieniany 1 raz.
")

-
brk2511
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 4
- Posty: 17
- Rejestracja: 13 kwie 2012, 08:52
- Lokalizacja: Kraków
Tak wszystko pięknie ładnie próbowałem raz łączyć konia z suportem na tokarce ciężkiej tud bodajże niestety wiertło nie zawsze to wytrzymuje ciężko o szybką reakcję gdy coś chwyci wiertło próbowałem nawet łączyć suport z koniem za pomocą pasa klinowego troszkę bardziej elastycznie reagował ogólnie efekt zazwyczj nie był zadawalający pozatym koń był strasznie ciężki i wydaje mi się że suport troche na czymś takim cierpi. Jeżeli byłby silnik krokowy można mu zaprogramować wjazd np 5 cm i szybki odjazd na wszelki wypadek aby odprowadzić wióra szybki dojazd i jedziemy dalej nie wiem na ile to ma sens tak sobie to wyobrażam, A co do wiertła lufowego chyba istotna rzecz do tej pory było zwykłe wiertło i "polewajka" ale nawet przy dużym ciśnieniu emulsja nie dochodzi do głębszych partii otworu i po kilku przejściach wiertło do ostrzenia
-
tomolc
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 708
- Rejestracja: 17 paź 2009, 13:45
- Lokalizacja: Mazowieckie
- Kontakt:
Tu masz rację wjazd wyjazd i wiertło lufowe,brk2511 pisze:Jeżeli byłby silnik krokowy można mu zaprogramować wjazd np 5 cm i szybki odjazd na wszelki wypadek aby odprowadzić wióra szybki dojazd i jedziemy dalej nie wiem na ile to ma sens tak sobie to wyobrażam,
jak masz dużo tego to jak najbardziej trzeba zainwestować aby później tylko
sztuki wymieniać a piwo popijać
")
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 7980
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
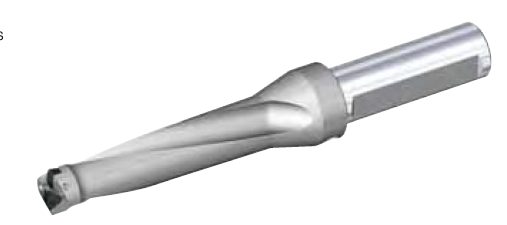
.... usadowione w uchwycie ,,samoróbce'' , który zamocowany jest w imaku (np.)rc666 pisze:Myslales o zmianie narzedzia na lepszse troche. Moze by to rozwiazalo problem.
Moze zastosowac cos takiego:

P.S.
Kiedyś miałem takie uchwyty na stanie - jeden na wiertła z chwytem stożkowym , drugi na chwyt cylindryczny z płastką (Weldon).
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki







