




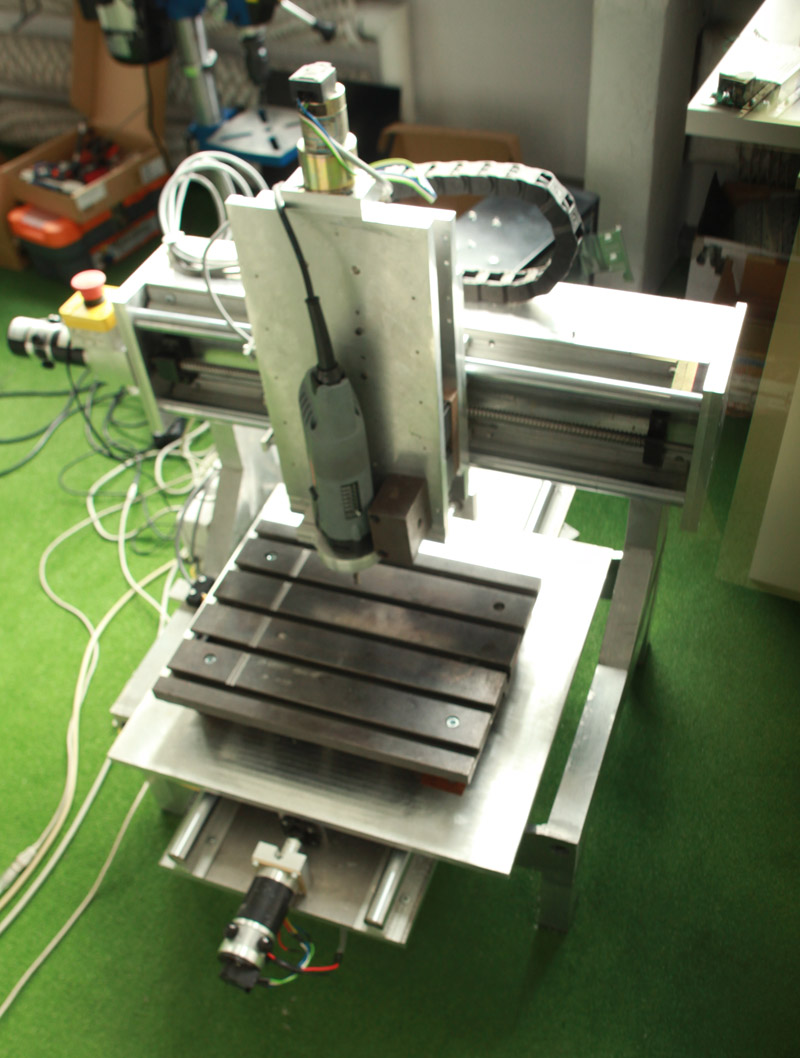
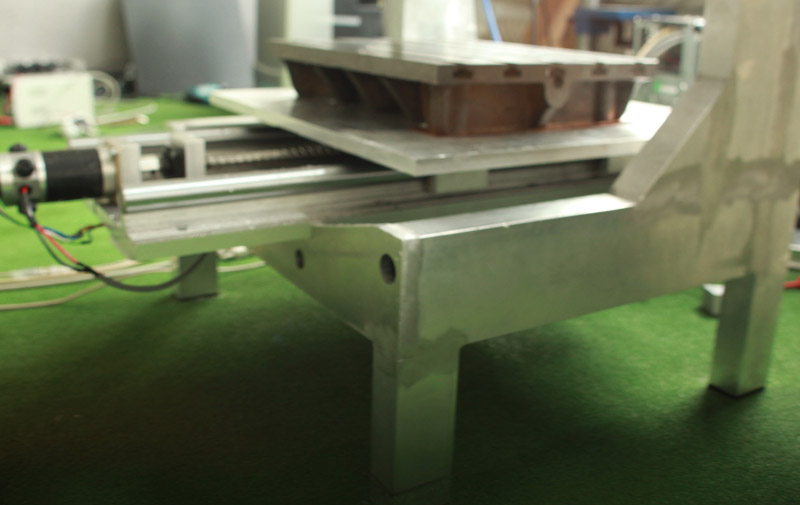
powstala taka oto maszyna do pracy z alu , co koledzy sugerowaliby ulepszyc ? , Konstrukcja jest z pospawanych profili aluminiowych 3mm scianka , czy wypelnienie tego zywica usztywni calosc i cos pomoze ? Czy warto probowac wzmocnic calosc ? .
zasadniczo wszystko dziala , ale czujnik zegarowy w czasie przejazdu wzdloz osi Y w stosunku do stolu Teowego pokazuje jakby os byla lekko , miekko pofalowana - prostopadle ok 0.07 , rownolegle 0.05 mm .( stolik na 100% rowny , zabielony na innej precyzyjnej maszynie ) Na calej dlugodci 60cm sa 3 "brzuchy" . Przed przykreceniem walkow powierzchnie byly zabielone .
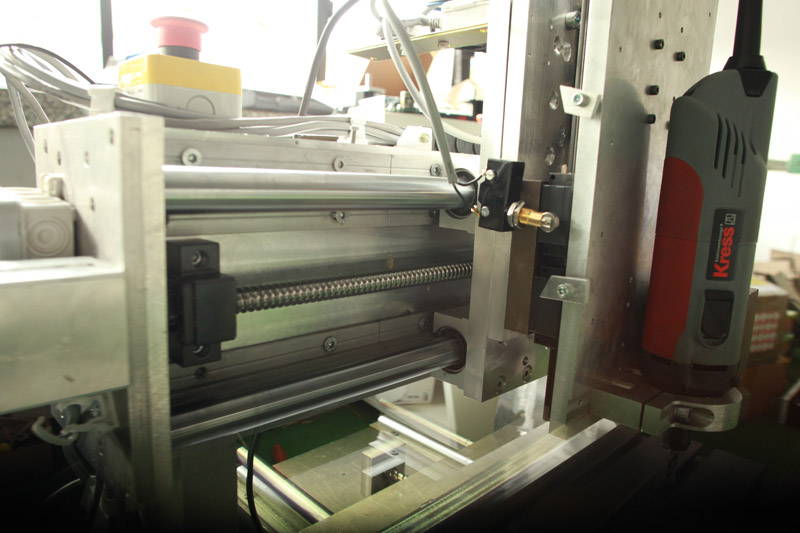
Silniki sterowane sterownikami whale3 i dg2s na 24V .
Czy warto silniki podpiac do osi przez paski zebate ? cos to wniesie ?
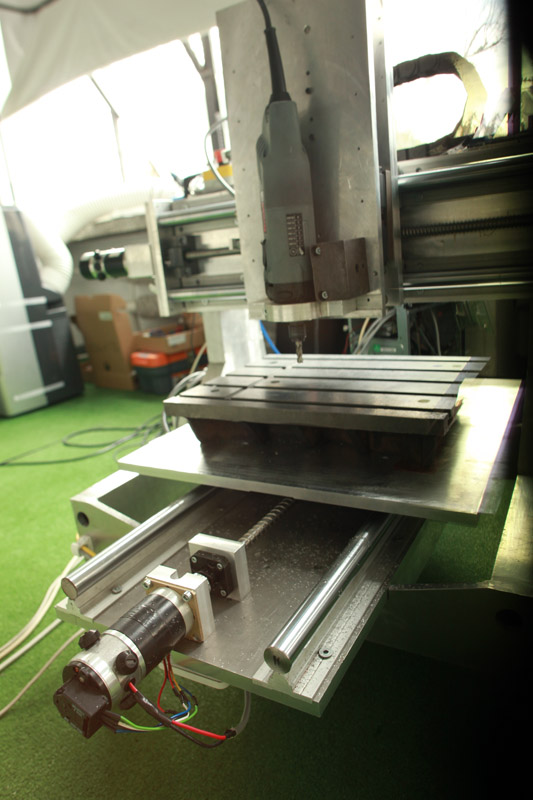
enkodery maja 500cpr , i mach chodzi na 65kHz , wiec wielkich predkosci nie osiagam - ok 700mm/min. Jedna sruba ma skok 10mm , druga 5mm .
Silnik osi Z to pittman z przekladnia 19:1 , zeby mialo sile sie wgryzac w material .
Czy warto dac wiekszy zasilacz 48V ? , silniki sa niby 30v , ale sterownik dopuki nie musi nie laduje calego napiecia , wiec moze wiekszy zasilacz nie spali ich a chwilowe kopniecie moze sie przydac .
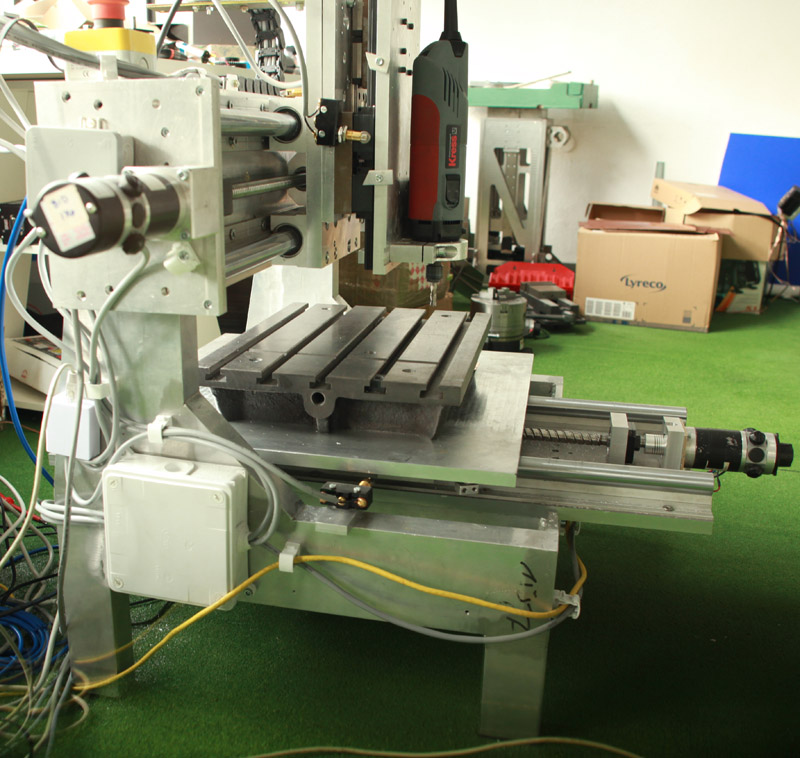
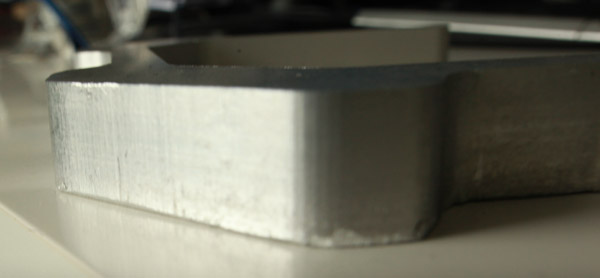
na zdjeciu jest tez przykladowa powierzchnia boczna z blachy 16mm .
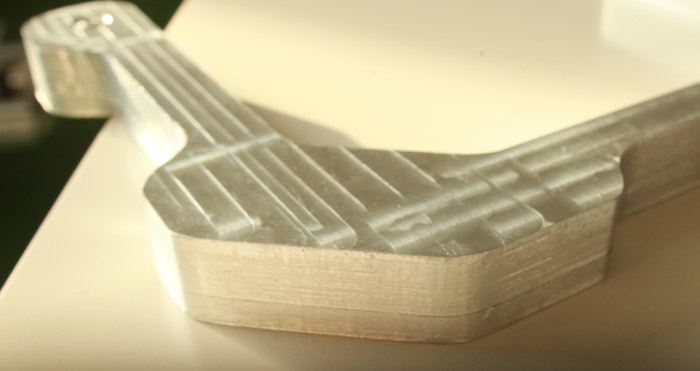
Gorne powierzchnie frezowane czołem freza , nie sa zbyt rowne , jesli wrzeciono porusza sie w X to kolejne przejscia freza obok siebie sa bardzo rowne , ale jak chodzi w osi Y to mniej , jak mniemam wynika to z tego ze wrzeciono jest nie idealnie prostopadle do stolu w jednej osi .
Wszelkie sugestie mile widziane .
Pozdrawiam .
/n
/n
/n
/n
/n
/n

/n
/n
/n



")


")






