




nie potrafię dobrać odpowiednich parametrów do cięcia w blasze ze stali nierdzewnej 2 mm.
Pierwszy raz mam do czynienia z nierdzewką i czuję się przez nią pokonany
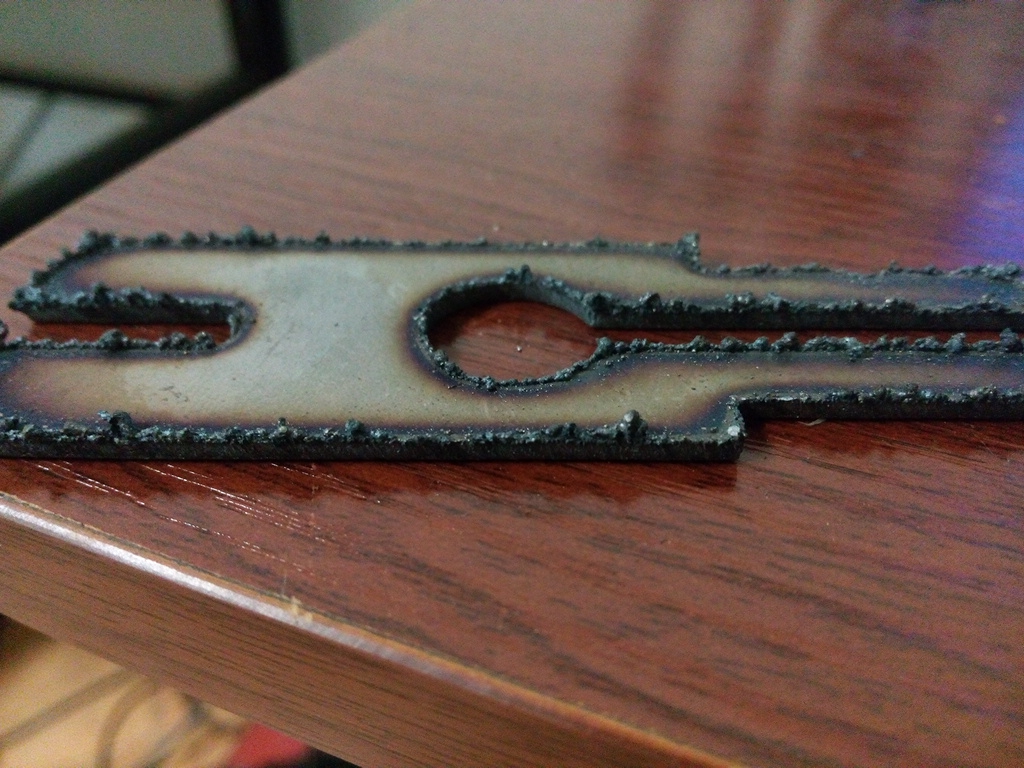
Parametry przy zdjęciu
45A, posów 1000mm/s, napięcie 80V, ihs 0,2, czas przebicia 1s. ciśnienie 5-6 bar. Używam shermana c90.
W akcie desperacji sprawdzałem prędkości w zakresie od 500 do 3000mm/s, napięcie od 50 do 150V ... itd. Za każdym razem zostają smarki
Poratujcie jakimiś sugestiami


")
")






