



Witam.
Buduję małą frezarkę kolumnową złożyłem oś Y.
Do bazowania mam podłączoną krańcówkę indukcyjną działa jak Home i Limit minimalny
a drugi koniec osi Soft Limit maksymalny programowy.
Po włączeniu sterowania robię bazowanie:
maszyna jedzie na krańcówkę indukcyjną bazuje się wprowadza Y = 0 i zostaje na krańcówce,
Linuxcnc wyświetla komunikat "napęd 1 na krańcówce awaryjnej" i blokuje ruchy ręczne.
Proszę o pomoc kolegów z forum, jak zmusić program aby po bazowaniu zjechał z krańcówki powiedzmy 5mm
i nie blokował maszyny? Mam tylko jedną oś i ustawieniach portu LPT tylko jedna krańcówka.
Jak zjechać z krańcówki po zbazowaniu.


-
hecza
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 403
- Rejestracja: 06 mar 2012, 13:25
- Lokalizacja: Częstochowa
Dawno się tym już nie bawiłem, ale spróbuj w pliku INI dla tej osi wpisać/zmienić:
lub
tak by HOME nie było w tym samym miejscu co LIMIT - powinno zadziałać.
Pozdrawiam
Kod: Zaznacz cały
HOME = 5
MIN_LIMIT = 0lub
Kod: Zaznacz cały
HOME = 0
MIN_LIMIT = -5Pozdrawiam
-
wladi
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 10
- Posty: 42
- Rejestracja: 14 gru 2013, 21:45
- Lokalizacja: Andrychów
Witam ponownie. Oś Y działa dobrze. Teraz przyszedł czas na oś X i znowu zaczęły się problemy z krańcówką osi X
Plik ini dla osi XY jest taki:
[AXIS_0]
TYPE = LINEAR
HOME = 2.0
MAX_VELOCITY = 38.0
MAX_ACCELERATION = 200.0
STEPGEN_MAXACCEL = 250.0
SCALE = 400.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 450.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 5.000000
HOME_LATCH_VEL = -1.250000
HOME_IGNORE_LIMITS = YES
[AXIS_1]
TYPE = LINEAR
HOME = 2.0
MAX_VELOCITY = 38.0
MAX_ACCELERATION = 200.0
STEPGEN_MAXACCEL = 250.0
SCALE = 400.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 260.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -10.000000
HOME_LATCH_VEL = 1.250000
HOME_IGNORE_LIMITS = YES
Dla osi Y działa dobrze opisałem to w pierwszym poście, natomiast w osi X pomimo że krańcówka jest daleko od krzyżaka to linuxcnc wyświetla że oś jest na krańcówce.
frezarka wygląda tak
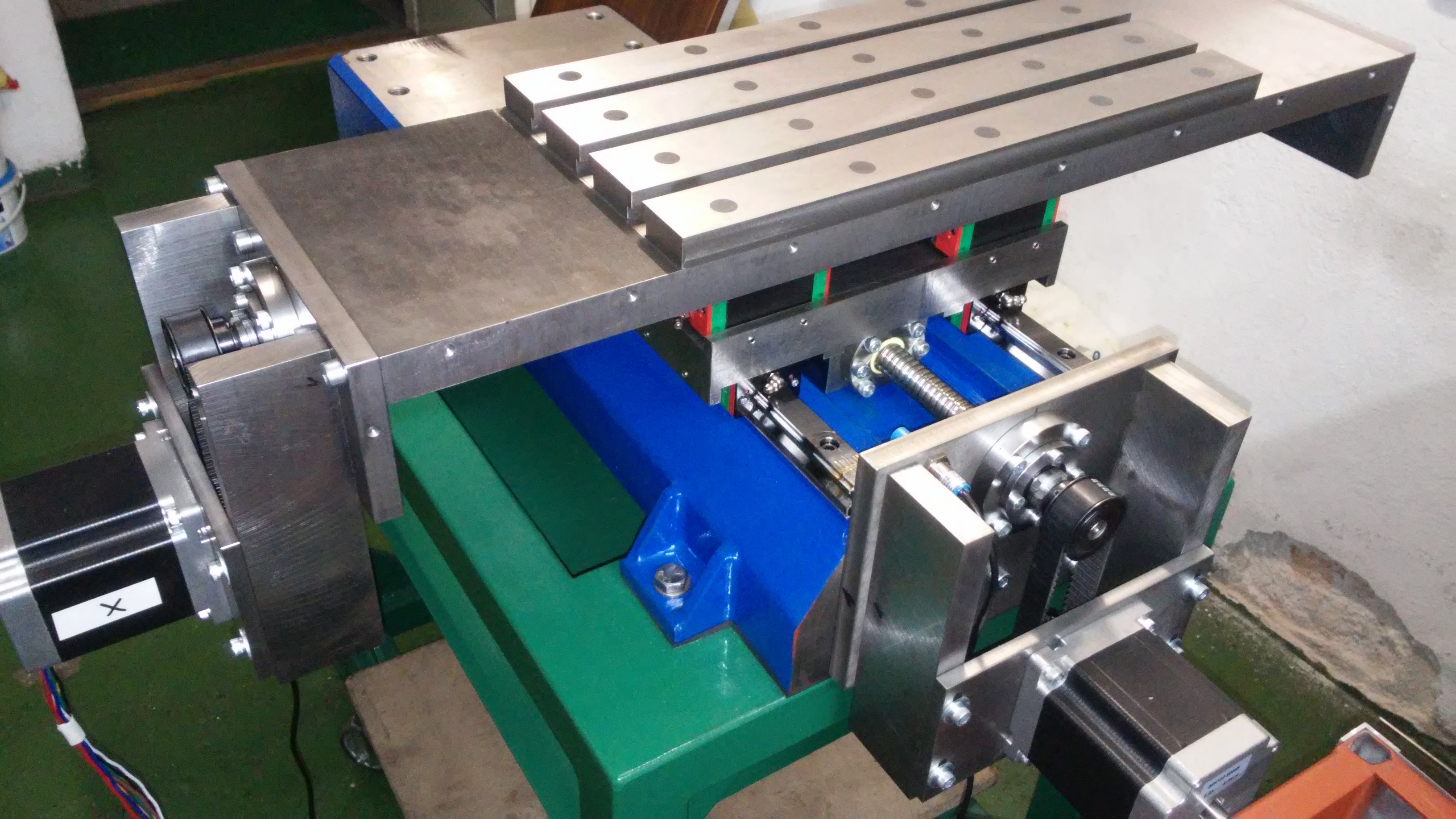
w osi Y krzyżak zbliża się do krańcówki, natomiast w osi X krańcówka zbliża się do krzyżaka i nie wiem jak to poustawiać w pliku ini dla osi X
Maszynowe X=0 (limit minimalny) chciałbym mieć tam gdzie krańcówka. Osie będą bazowane po uruchomieniu maszyny.
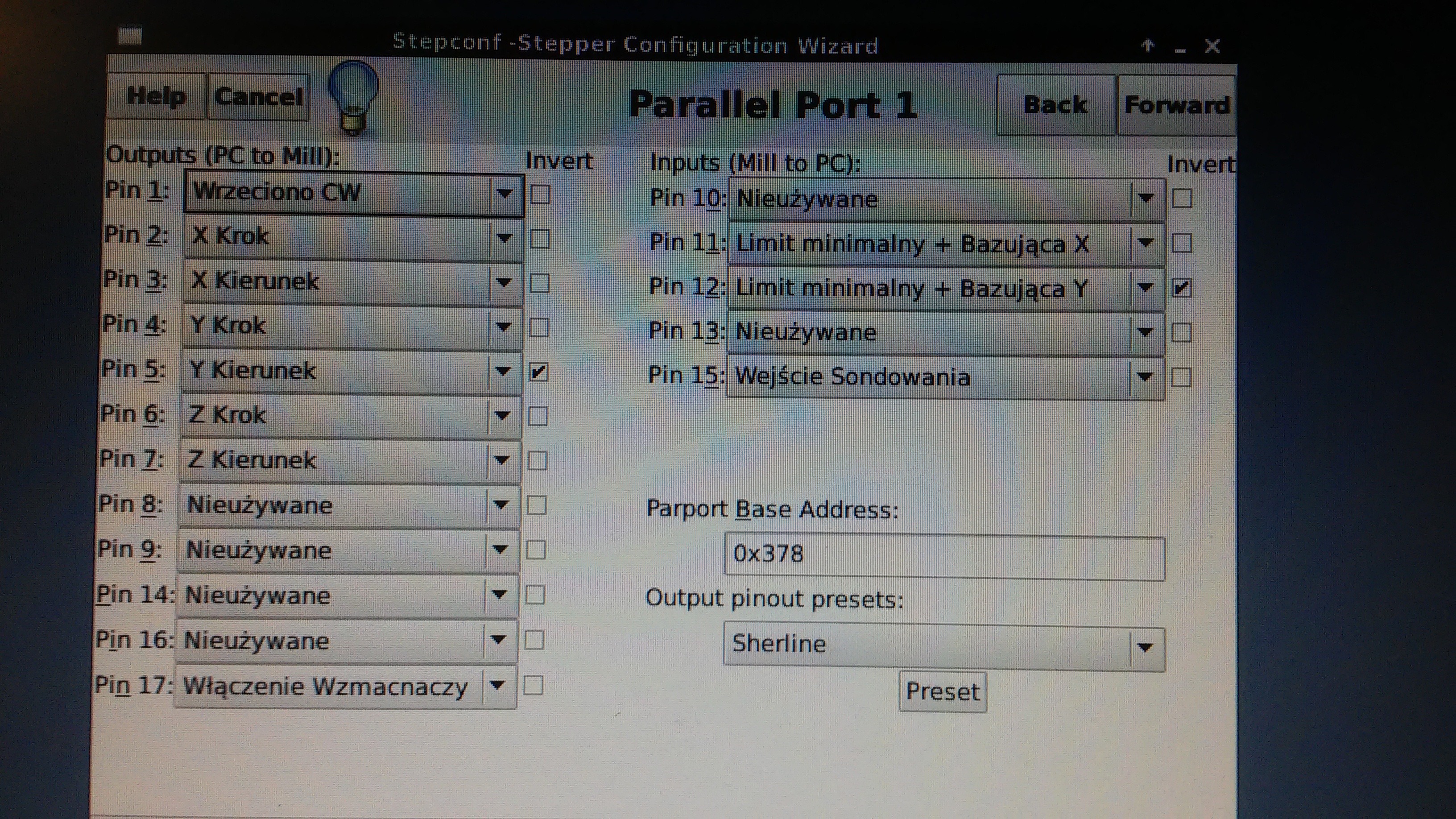
ustawienia portu są takie
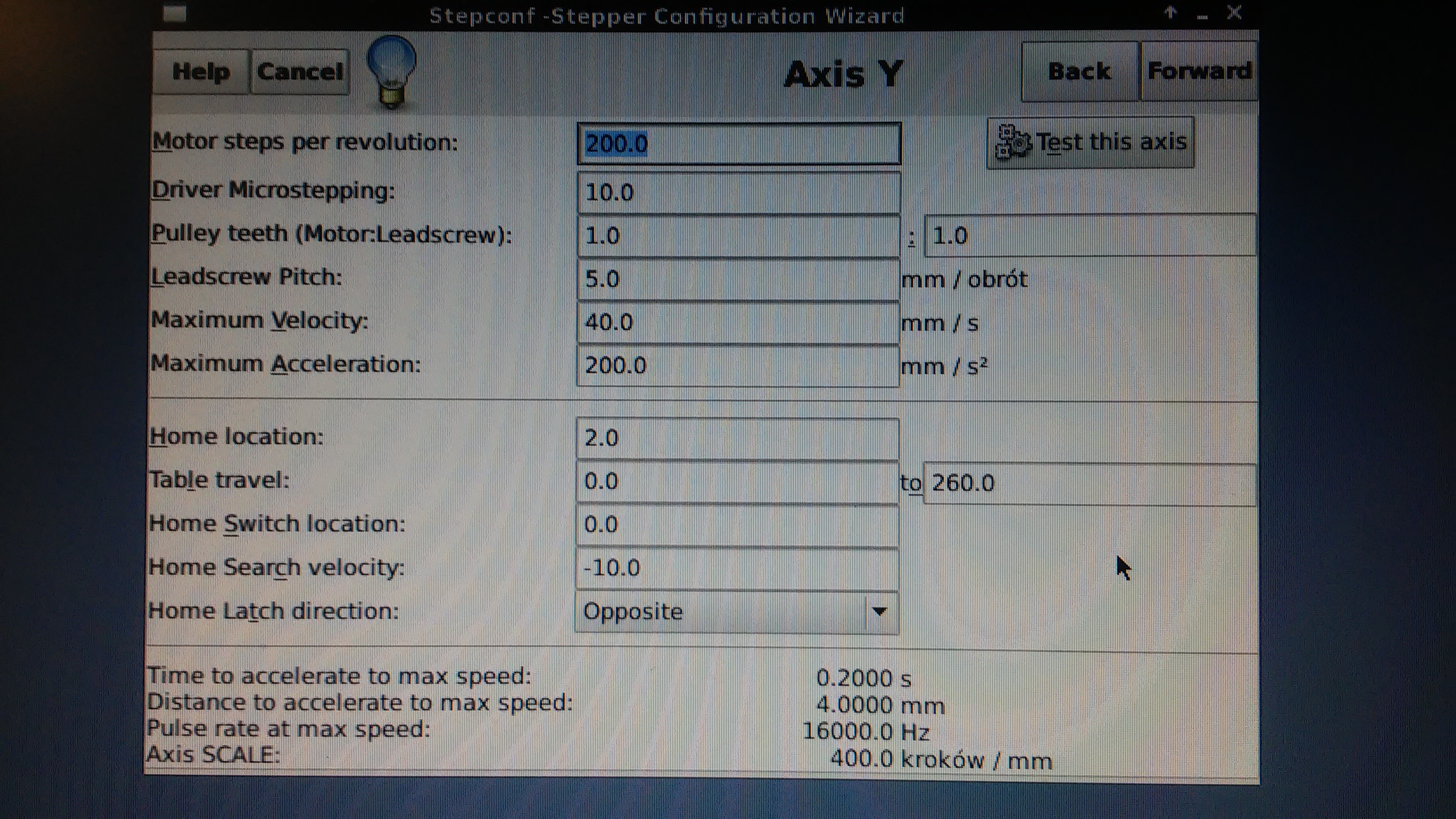
a tu zdjęcie tego co już działa dobrze czyli Y
Długi ten post, a i tak nie wiem czy dobrze to napisałem, ktoś pomoże w rozwiązaniu problemu?
Pozdrawiam
Plik ini dla osi XY jest taki:
[AXIS_0]
TYPE = LINEAR
HOME = 2.0
MAX_VELOCITY = 38.0
MAX_ACCELERATION = 200.0
STEPGEN_MAXACCEL = 250.0
SCALE = 400.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 450.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 5.000000
HOME_LATCH_VEL = -1.250000
HOME_IGNORE_LIMITS = YES
[AXIS_1]
TYPE = LINEAR
HOME = 2.0
MAX_VELOCITY = 38.0
MAX_ACCELERATION = 200.0
STEPGEN_MAXACCEL = 250.0
SCALE = 400.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 260.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -10.000000
HOME_LATCH_VEL = 1.250000
HOME_IGNORE_LIMITS = YES
Dla osi Y działa dobrze opisałem to w pierwszym poście, natomiast w osi X pomimo że krańcówka jest daleko od krzyżaka to linuxcnc wyświetla że oś jest na krańcówce.
frezarka wygląda tak
w osi Y krzyżak zbliża się do krańcówki, natomiast w osi X krańcówka zbliża się do krzyżaka i nie wiem jak to poustawiać w pliku ini dla osi X
Maszynowe X=0 (limit minimalny) chciałbym mieć tam gdzie krańcówka. Osie będą bazowane po uruchomieniu maszyny.
ustawienia portu są takie
a tu zdjęcie tego co już działa dobrze czyli Y
Długi ten post, a i tak nie wiem czy dobrze to napisałem, ktoś pomoże w rozwiązaniu problemu?
Pozdrawiam
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 2696
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 2696
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
Czyli X bazujemy w minimum, a Y bazujemy w maximum. Teraz tak, układem odniesienia jest głowica frezarki, która porusza się w układzie kartezjańskim i względem tego, powinny być ustawione kierunki.Wciskając strzałkę do góry, stół w osi Y powinien poruszać się w dół. Wciskając strzałkę w prawo, stół w osi X powinien poruszać się w lewo.
Następnie Home position dla Y jest w max, a w X jest w wartości minimum. Chyba, że kolega przerzuci krańcówkę Y na drugą stronę stołu, to wtedy będzie w minimum.
Wiem, że to trochę pogmatwane, ale tylko na pierwszy rzut oka. Później staje się to oczywiste
Następnie Home position dla Y jest w max, a w X jest w wartości minimum. Chyba, że kolega przerzuci krańcówkę Y na drugą stronę stołu, to wtedy będzie w minimum.
Wiem, że to trochę pogmatwane, ale tylko na pierwszy rzut oka. Później staje się to oczywiste
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 2696
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:





