[ Dodano: 2005-05-04, 23:09 ]
Chodzi o to że Piny Step i Dir są ustawione i dziaŁają nie dziaŁa tylko Enable:lol:
Obsługa, Programowanie i Budowa Maszyn Numerycznych




")



")
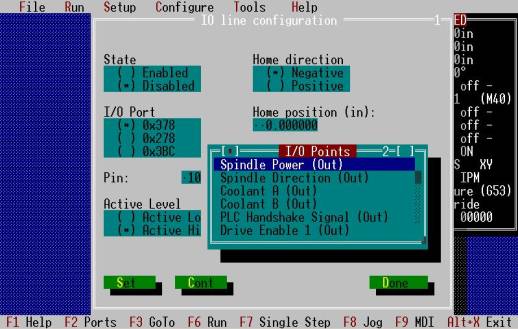
tajemnica sterowania pewnie jest w konfiguracji:lisow1 pisze:Jak ustawić sygnaŁ Enable w TurboCNC v. 4.0, ?
[ Dodano: 2005-05-04, 23:09 ]
Chodzi o to że Piny Step i Dir są ustawione i dziaŁają nie dziaŁa tylko Enable:lol:
dalej jest tabelka... gdzie określamy "enable"opis_turbocnc pisze:Configure I/O Lines…
There are 40 functions, which can be mapped to parallel port pins if you CNC machine supports the associated features available within TurboCNC. It is not necessary to map all of these functions. Just map the ones that you will use. The available functions are described elsewhere in this manual, and are listed below:
")






