czy wogule opłaca sie zabierać za układy PLD i czy ktoś miał z czymś takim ztyczność
bo niebardzo wiem jak to programować
[ Dodano: 2004-10-07, 14:23 ]
http://freeandeasy.sourceforge.net/pcb.php
Obsługa, Programowanie i Budowa Maszyn Numerycznych




")



")
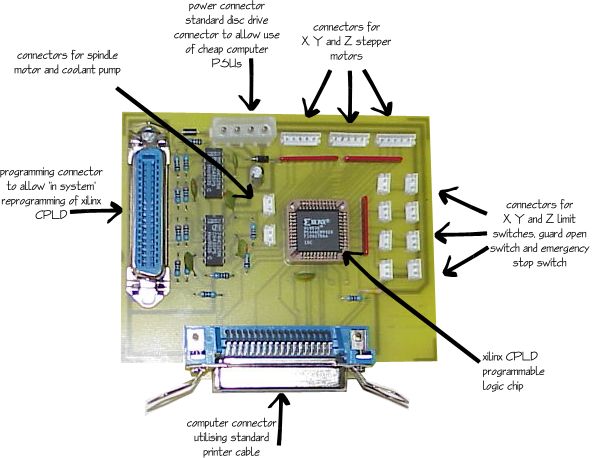
The Xilinx 9536 chip can be programmed using the WebPack software which can be freely downloaded from
http://www.xilinx.com/sxpresso/webpack.htm
You will need to download the device fitter and device programmer tools.
")
")
Czyli sugerujesz, że Mach przesłał by wszystkie dane o sterowaniu hurtem wszystko do procka ? patrzyłeś ile to danych ? (ja tego nigdy nie sprawdzałem, ale na szybko mogę skleić jakiś monitor portu równoległego i wszystko będzie wiadomo - widzę tu problem ilości pamięci RAM w takim systemie mikroprocesorowym.pit202 pisze:lubi sobie poprzerywać dosc czesto
A nie jest to tylko kwesja siły algorytmów i procyzji obliczeń ?pit202 pisze:ale wyobraz sobie opisac cos wiekszego
za pomocą linii






