



zostało jeszcze sprawdzenie wyskalowania osi - czy 100 mm to sto mm
Znaleziono 11 wyników
Wróć do „plazma 1000x2000 ze spartusem, basenem i pingwinem ;)”
- 05 maja 2017, 15:24
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: plazma 1000x2000 ze spartusem, basenem i pingwinem ;)
- Odpowiedzi: 26
- Odsłony: 4012
Thc już działa, tylko mam "mały" problem z GUI. Nie działa mi przycisk do ustawiania offsetu. Załączam F2, mogę zrobić bazowanie, ale "ustaw offset" pozostaje nieaktywne. Po zabazowaniu dalej to samo. Bazowanie odbywa się tylko osiami X i Y. Ma ktoś jakiś pomysł gdzie szukać przyczyny? Albo jak można to obejść, bo nie wyobrażam sobie robić programów względem G53...
zostało jeszcze sprawdzenie wyskalowania osi - czy 100 mm to sto mm i będę mógł odpalać palnik ;D Tylko wpierw chciałbym nie mieć partyzantki ;p
i będę mógł odpalać palnik ;D Tylko wpierw chciałbym nie mieć partyzantki ;p
zostało jeszcze sprawdzenie wyskalowania osi - czy 100 mm to sto mm
- 23 kwie 2017, 21:55
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: plazma 1000x2000 ze spartusem, basenem i pingwinem ;)
- Odpowiedzi: 26
- Odsłony: 4012
centro, co Kolega miał na myśli pisząc, że parametry ciecia i zakresy grubości to już inna bajka? Opinię wrzucę na pewno, tylko najpierw ten hal...
[ Dodano: 2017-04-24, 15:03 ]
może to głuie pytanie, ale czy do poprawnej pracy thc trzeba zainstaloać jakiś pakiet? Albo dołązyć plik thcud.comp??? Mam linuxcnc w wersji 2.7.8.
[ Dodano: 2017-04-24, 15:03 ]
może to głuie pytanie, ale czy do poprawnej pracy thc trzeba zainstaloać jakiś pakiet? Albo dołązyć plik thcud.comp??? Mam linuxcnc w wersji 2.7.8.
- 22 kwie 2017, 19:34
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: plazma 1000x2000 ze spartusem, basenem i pingwinem ;)
- Odpowiedzi: 26
- Odsłony: 4012
Cenne uwagi.
Próbowałem obejrzeć tego Spartusa w akcji, ale u lokalnego dystrybutora jeszcze nikt nie kupił tego źródła. Dzwoniłem do innych sprzedawców, to każdy zasłaniał się tajemnicą handlową i nie chcieli zdradzać, gdzie taki sprzęt mogę obejrzeć. A jechać w Polskę, bo może któryś twarzą w twarz powie kto na tym pracuje... ryzykowne bardziej niż zakup w ciemno ;p Mogłem jedynie jechać do tego ich serwisu i zobaczyć maszynę w akcji w... Gdańsku. Ponad 500 km w jedną stronę z Lubuskiego ;/ Jakbym policzył koszty kilku takich wyjazdów, to bym wydał tyle co na maszynę ;p
Próbowałem obejrzeć tego Spartusa w akcji, ale u lokalnego dystrybutora jeszcze nikt nie kupił tego źródła. Dzwoniłem do innych sprzedawców, to każdy zasłaniał się tajemnicą handlową i nie chcieli zdradzać, gdzie taki sprzęt mogę obejrzeć. A jechać w Polskę, bo może któryś twarzą w twarz powie kto na tym pracuje... ryzykowne bardziej niż zakup w ciemno ;p Mogłem jedynie jechać do tego ich serwisu i zobaczyć maszynę w akcji w... Gdańsku. Ponad 500 km w jedną stronę z Lubuskiego ;/ Jakbym policzył koszty kilku takich wyjazdów, to bym wydał tyle co na maszynę ;p
- 22 kwie 2017, 19:18
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: plazma 1000x2000 ze spartusem, basenem i pingwinem ;)
- Odpowiedzi: 26
- Odsłony: 4012
Amper amperowi nie równy - tak jak u Kolegi w przypadku Bester 50 i Hefty 150 liczy się wnętrze
Też mnie to zastanawiało, więc dzwoniłem do ich głównego serwisanta, który zna ten sprzęt jak nikt inny. I z tego co się dowiedziałem mają u siebie te maszyny i na nich pracują. Nie wytłumaczył mi tego dokładnie, ale wspominał, że całość inaczej działa niż klasyczne źródło, dzięki czemu udało im się wyciągnąć zadziwiająco dużo jeśli chodzi o stosunek grubości ciętego materiału to amperażu. Dopytywałem o możliwości źródła i powiedział mi, że te 35 mm jakościowo jest realne do osiągnięcia, ale nie zamierzam ciąć plazmą takich grubości. Pytałem o przebijanie, to dowiedziałem się, że te 15 przebijają bez problemu przy czarnej, powyżej zaczynają się schody. Nie wiem jak to dokładnie tam w środku działa, może brak HV ma na to wpływ. Nie wiem. Jak ogarnę maszynę to się pochwalę / pożalę co ta maszyna potrafi
Chyba, że ktoś potrafi wróżyć z wnętrzności i widzi co tam jest takiego super to niech i nam opowie
Też mnie to zastanawiało, więc dzwoniłem do ich głównego serwisanta, który zna ten sprzęt jak nikt inny. I z tego co się dowiedziałem mają u siebie te maszyny i na nich pracują. Nie wytłumaczył mi tego dokładnie, ale wspominał, że całość inaczej działa niż klasyczne źródło, dzięki czemu udało im się wyciągnąć zadziwiająco dużo jeśli chodzi o stosunek grubości ciętego materiału to amperażu. Dopytywałem o możliwości źródła i powiedział mi, że te 35 mm jakościowo jest realne do osiągnięcia, ale nie zamierzam ciąć plazmą takich grubości. Pytałem o przebijanie, to dowiedziałem się, że te 15 przebijają bez problemu przy czarnej, powyżej zaczynają się schody. Nie wiem jak to dokładnie tam w środku działa, może brak HV ma na to wpływ. Nie wiem. Jak ogarnę maszynę to się pochwalę / pożalę co ta maszyna potrafi
Chyba, że ktoś potrafi wróżyć z wnętrzności i widzi co tam jest takiego super to niech i nam opowie
- 22 kwie 2017, 18:32
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: plazma 1000x2000 ze spartusem, basenem i pingwinem ;)
- Odpowiedzi: 26
- Odsłony: 4012
I tak to właśnie odebrałem, skreślając jednego z "producentów"
Bo kto reklamuje słowami: "Parametry podane przez producenta są delikatnie mówiąc przesadzone. (...) przy 8 lub 10 mam problem z jakością cięcia (…) Moje stare urządzenie to Bester 50. Ale tam te 50 amper widać.Natomiast przy Hefty 150 nie bardzo.Zakładane 40 mm cięcia może jest możliwe ale dysza może wystarczy na 0,5 mb.I te urządzenia przebijają do 12 mm."
Mam nadzieję, że nie będę mógł napisać podobnie o moim wyborze. Generalnie w sieci nie ma o tym sprzęcie (spartusie) za wiele informacji. Poszedłem za zasadą, że jak jest dobrze, to nikt się nie rozpisuje, bo większość forumowych rozważań tyczy się utopionych pieniędzy. Trochę podzwoniłem i nie znalazłem opinii odradzających, więc "zaryzykowałem". Bo z tego co widzę, to albo topię na starcie wchodząc w chińczyka, albo obstawiam HT, no ale to 250% ceny wcześniej wymienionych...
Bo kto reklamuje słowami: "Parametry podane przez producenta są delikatnie mówiąc przesadzone. (...) przy 8 lub 10 mam problem z jakością cięcia (…) Moje stare urządzenie to Bester 50. Ale tam te 50 amper widać.Natomiast przy Hefty 150 nie bardzo.Zakładane 40 mm cięcia może jest możliwe ale dysza może wystarczy na 0,5 mb.I te urządzenia przebijają do 12 mm."
Mam nadzieję, że nie będę mógł napisać podobnie o moim wyborze. Generalnie w sieci nie ma o tym sprzęcie (spartusie) za wiele informacji. Poszedłem za zasadą, że jak jest dobrze, to nikt się nie rozpisuje, bo większość forumowych rozważań tyczy się utopionych pieniędzy. Trochę podzwoniłem i nie znalazłem opinii odradzających, więc "zaryzykowałem". Bo z tego co widzę, to albo topię na starcie wchodząc w chińczyka, albo obstawiam HT, no ale to 250% ceny wcześniej wymienionych...
- 22 kwie 2017, 17:20
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: plazma 1000x2000 ze spartusem, basenem i pingwinem ;)
- Odpowiedzi: 26
- Odsłony: 4012
Dzięki Koledzy za opinie Od kilku tygodni wożę zdjęcia w aparacie i dopiero hal mnie przycisnął, żeby znaleźć czas i zaktualizować temat.
Co do wyboru plazmy to Kolegi reklama Hefty 150 jakoś mnie nie przekonała. Jeśli chodzi o Shermana cutter 130, to znowu zapotrzebowanie na powietrze mnie powaliło na kolana. Musiałbym obok kompresora postawić pompkę rowerową i jechać jak drezyną ;p Miałem bardzo ciekawą ofertę na Hypertherma, niestety budżet ograniczony ;/ I koniec końców padło na tego Spartusa 65. Zobaczymy co z tego będzie. "Podobno" piętnastkę jedzie bez problemów z przebiciem, a powyżej są schody. W najbliższych tygodniach się okaże.
Tak jak wspominałem, mam problem z halem. Generalnie "rdzeń" programu ogarnięty, ale nie mogę połączyć zetki z thc. Co ciekawe pięć tanich krańcówek połączonych szeregowo łapie cały syf z powietrza, a kabel z ekranem. Nic nie włączone na maszynie, a szpilek jak u krawcowej. Na szczęście debounce pomogło Wracając do thc, to podłączyłem i włączyłem test. (Thc od Prokopcia, 150). W haloscopie widzę jak zmienia mi się turch up i down (piszę z pamięci), ale turch on stoi w miejscu ;/ Tak samo jak zetka. Jakby, któryś z kolegów, mógł rzucić okiem to będę wdzięczny
Ale najpierw kilka zdjęć
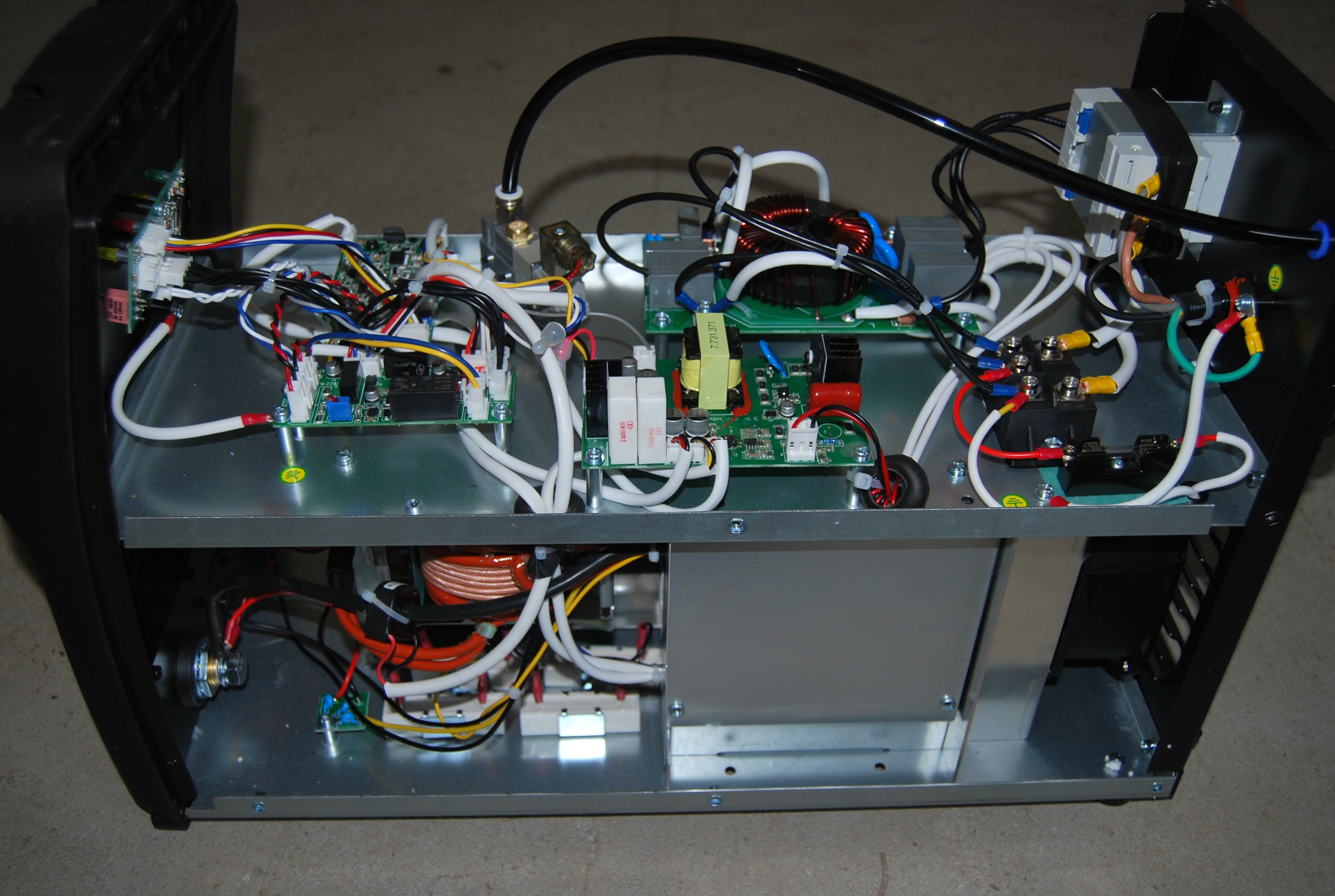
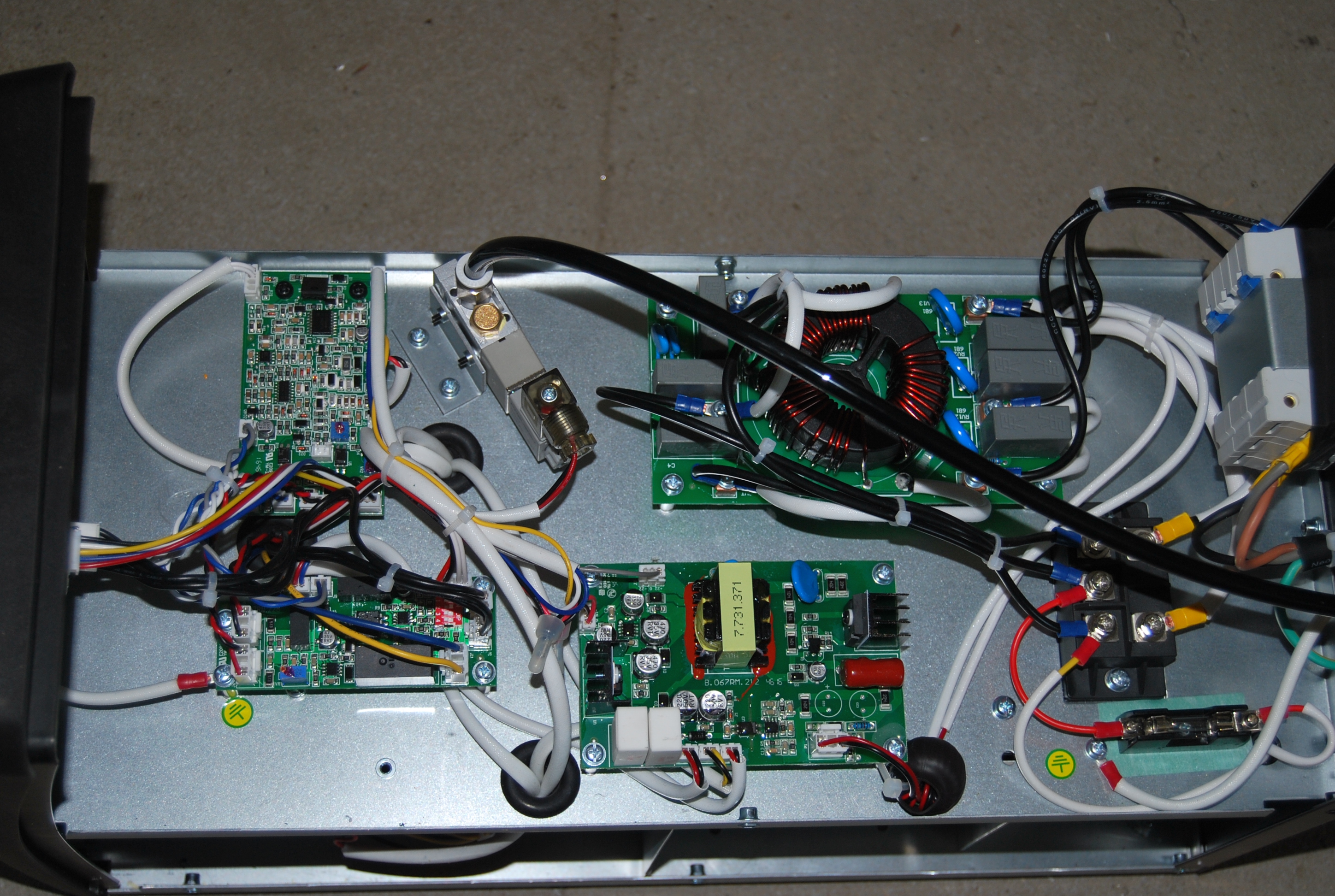
Przedni panel plazmy:

Komu plazmowe porno? ;p
Tak się prezentuje pajęczak z wanną. Jeszcze będzie malowana. Ta wiotka oś już przytyła i jeszcze przytyje, ale to zobaczycie wkrótce I przepraszam za bałagan ;p ja tam pracuje, a nie sprzątam ;pp

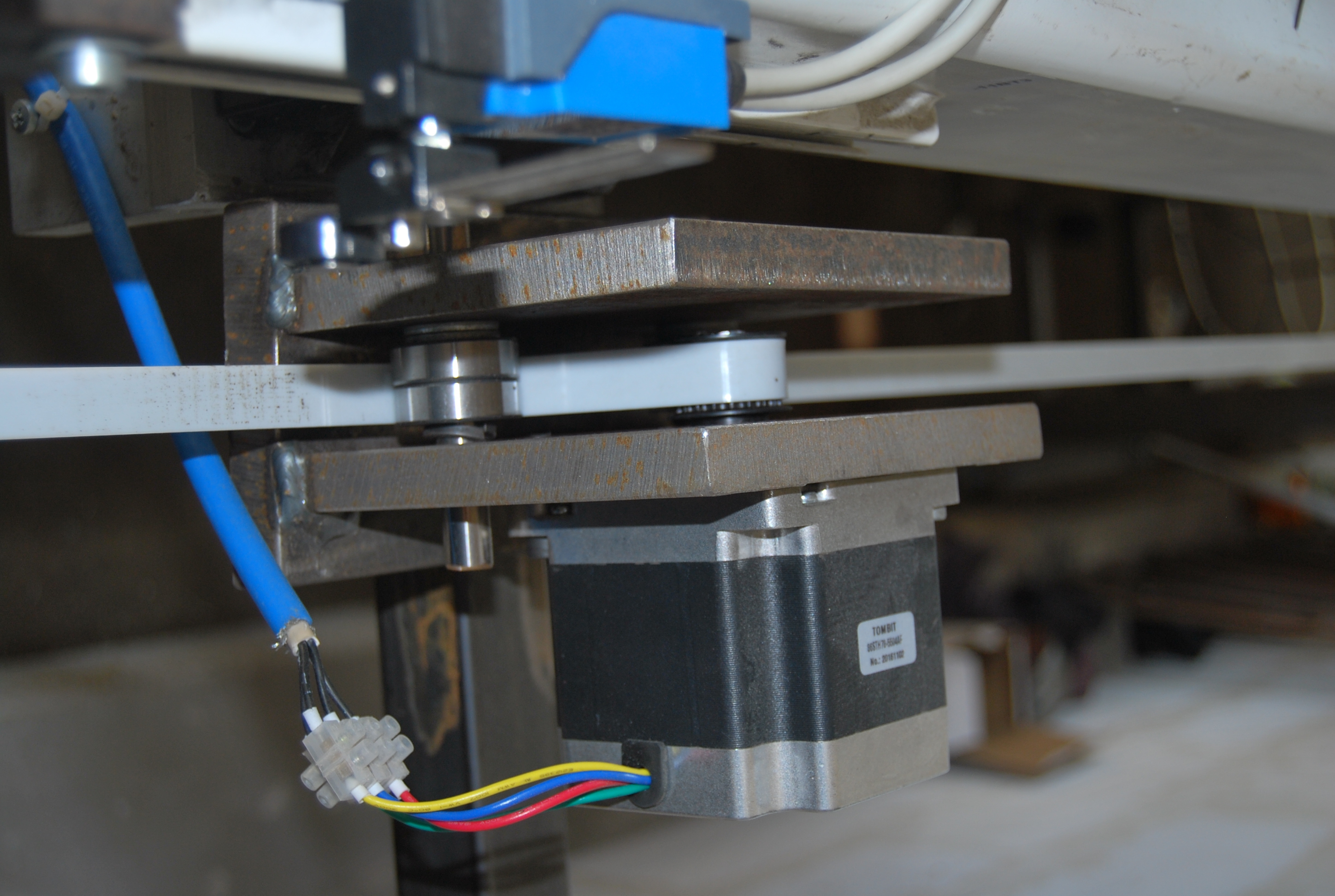
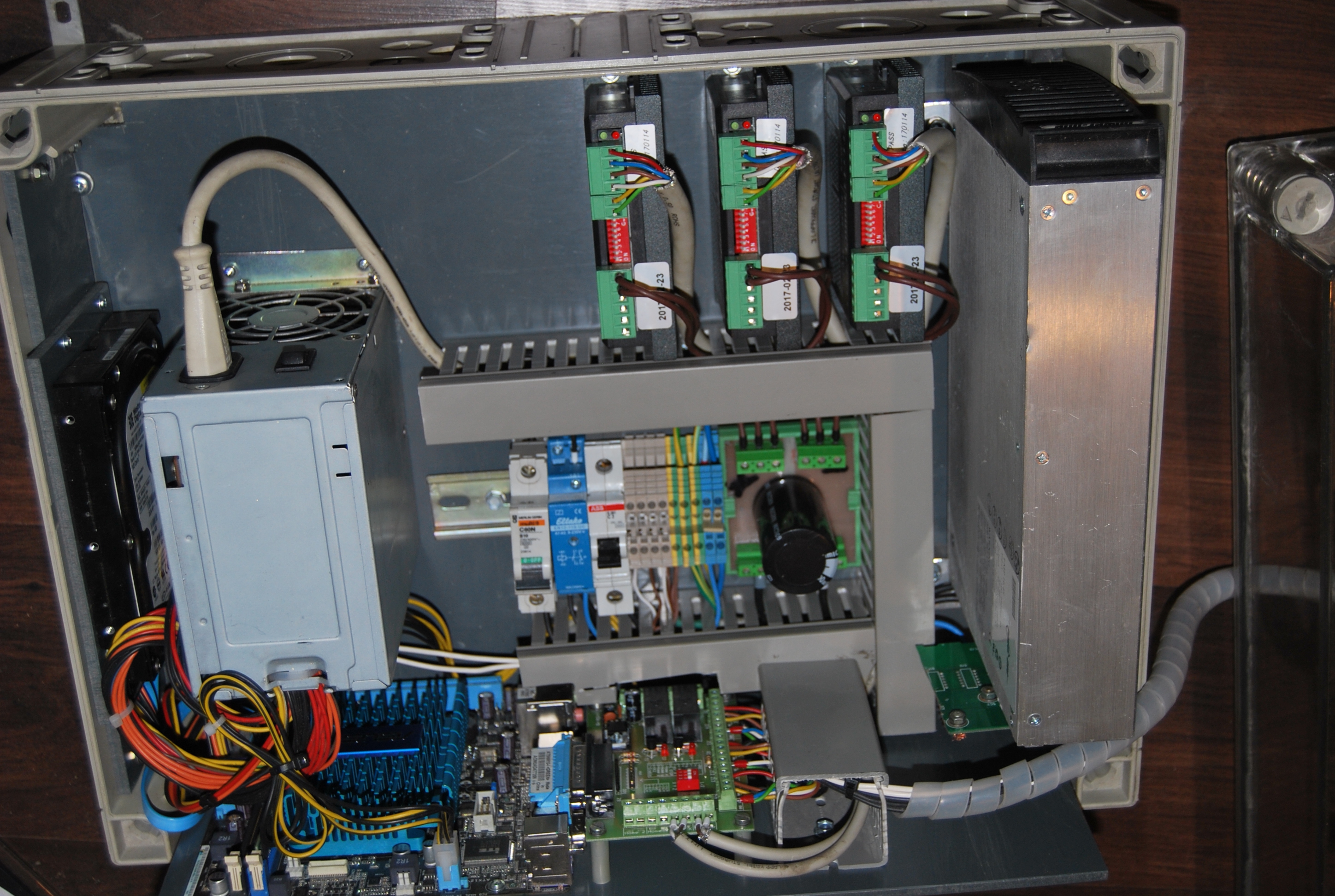
napęd najdłuższej osi oraz zetka.

Wspominany hal
arc-ok jest wpięty na pin 10, bo 15 chyba uwaliłem ;p Dostał 12V z zasilacza, a sam komputer się zrestartował ;/ a estop doklei się do krańcówek
I chyba to na tyle. Dzięki i miłego weekendu!
Bartek
Co do wyboru plazmy to Kolegi reklama Hefty 150 jakoś mnie nie przekonała. Jeśli chodzi o Shermana cutter 130, to znowu zapotrzebowanie na powietrze mnie powaliło na kolana. Musiałbym obok kompresora postawić pompkę rowerową i jechać jak drezyną ;p Miałem bardzo ciekawą ofertę na Hypertherma, niestety budżet ograniczony ;/ I koniec końców padło na tego Spartusa 65. Zobaczymy co z tego będzie. "Podobno" piętnastkę jedzie bez problemów z przebiciem, a powyżej są schody. W najbliższych tygodniach się okaże.
Tak jak wspominałem, mam problem z halem. Generalnie "rdzeń" programu ogarnięty, ale nie mogę połączyć zetki z thc. Co ciekawe pięć tanich krańcówek połączonych szeregowo łapie cały syf z powietrza, a kabel z ekranem. Nic nie włączone na maszynie, a szpilek jak u krawcowej. Na szczęście debounce pomogło
Ale najpierw kilka zdjęć
Przedni panel plazmy:
Komu plazmowe porno? ;p
Tak się prezentuje pajęczak z wanną. Jeszcze będzie malowana. Ta wiotka oś już przytyła i jeszcze przytyje, ale to zobaczycie wkrótce
napęd najdłuższej osi oraz zetka.
Wspominany hal
arc-ok jest wpięty na pin 10, bo 15 chyba uwaliłem ;p Dostał 12V z zasilacza, a sam komputer się zrestartował ;/ a estop doklei się do krańcówek
Kod: Zaznacz cały
# Generated by stepconf 1.1 at Tue Mar 28 18:04:28 2017
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
loadrt trivkins
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hal_parport cfg="0 out"
setp parport.0.reset-time 4000
loadrt stepgen step_type=0,0,0
loadrt lut5
# Torch Height Control
loadrt thcud
addf thcud servo-thread
#addf thcud base-thread
#### debounce
loadrt debounce cfg=1
addf debounce.0 base-thread
setp debounce.0.delay 100
#unlinkp motion.probe-input
#net probe-in debounce.0.0.in
#net probe-filt debounce.0.0.out => motion.probe-input
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf stepgen.update-freq servo-thread
addf lut5.0 servo-thread
net spindle-cmd-rpm <= motion.spindle-speed-out
net spindle-cmd-rpm-abs <= motion.spindle-speed-out-abs
net spindle-cmd-rps <= motion.spindle-speed-out-rps
net spindle-cmd-rps-abs <= motion.spindle-speed-out-rps-abs
net spindle-at-speed => motion.spindle-at-speed
#net spindle-on <= motion.spindle-on
#net dout-00 <= motion.digital-out-00
#net din-00 => motion.digital-in-00
#net din-01 => motion.digital-in-01
#net din-02 => motion.digital-in-02
#net spindle-on => parport.0.pin-01-out
net xstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
net xdir => parport.0.pin-03-out
net ystep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
net ydir => parport.0.pin-05-out
net zstep => parport.0.pin-06-out
setp parport.0.pin-06-out-reset 1
net zdir => parport.0.pin-07-out
net astep => parport.0.pin-08-out
setp parport.0.pin-08-out-reset 1
net adir => parport.0.pin-09-out
#net dout-00 => parport.0.pin-16-out
setp parport.0.pin-17-out-invert 1
net xenable => parport.0.pin-17-out
net estop-ext <= parport.0.pin-15-in-not
#net all-limit-home <= parport.0.pin-11-in
#net din-00 <= parport.0.pin-12-in
#net din-01 <= parport.0.pin-13-in
#net din-02 <= parport.0.pin-15-in
setp lut5.0.function 0x10000
#net all-limit-home => lut5.0.in-4
#net all-limit <= lut5.0.out
#net homing-x <= axis.0.homing => lut5.0.in-0
#net homing-y <= axis.1.homing => lut5.0.in-1
#net homing-z <= axis.2.homing => lut5.0.in-2
net debounce-all-limit-home debounce.0.0.in <= parport.0.pin-11-in
net all-limit-home debounce.0.0.out => lut5.0.in-4
net all-limit <= lut5.0.out
net homing-x <= axis.0.homing => lut5.0.in-0
net homing-y <= axis.1.homing => lut5.0.in-1
net homing-z <= axis.2.homing => lut5.0.in-2
#####wejthc
net torch-up thcud.torch-up <= parport.0.pin-12-in-not
net torch-down thcud.torch-down <= parport.0.pin-13-in-not
net torch-on motion.spindle-on => parport.0.pin-16-out
net arc-ok thcud.arc-ok <= motion.digital-in-00 <= parport.0.pin-10-in
net requested-vel thcud.requested-vel <= motion.requested-vel
net current-vel thcud.current-vel <= motion.current-vel
#net CurVel thcud.current-vel <= motion.current-vel
# spindle on starts the arc
#net spindle-on motion.spindle-on => parport.0.pin-16-out
#net spindle-on thcud.torch-on
#net ArcOK motion.digital-in-00
#setp thcud.requested-vel 5
#setp thcud.velocity-tol 2
#setp thcud.correction-vel 0.002 # bylo 0.005
#############################3
setp stepgen.0.position-scale [AXIS_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 24000
setp stepgen.0.dirsetup 24000
setp stepgen.0.maxaccel [AXIS_0]STEPGEN_MAXACCEL
net xpos-cmd axis.0.motor-pos-cmd => stepgen.0.position-cmd
net xpos-fb stepgen.0.position-fb => axis.0.motor-pos-fb
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable axis.0.amp-enable-out => stepgen.0.enable
net all-limit-home => axis.0.home-sw-in
net all-limit => axis.0.neg-lim-sw-in
net all-limit => axis.0.pos-lim-sw-in
setp stepgen.1.position-scale [AXIS_1]SCALE
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0
setp stepgen.1.dirhold 24000
setp stepgen.1.dirsetup 24000
setp stepgen.1.maxaccel [AXIS_1]STEPGEN_MAXACCEL
net ypos-cmd axis.1.motor-pos-cmd => stepgen.1.position-cmd
net ypos-fb stepgen.1.position-fb => axis.1.motor-pos-fb
net ystep <= stepgen.1.step
net ydir <= stepgen.1.dir
net yenable axis.1.amp-enable-out => stepgen.1.enable
net all-limit-home => axis.1.home-sw-in
net all-limit => axis.1.neg-lim-sw-in
net all-limit => axis.1.pos-lim-sw-in
setp stepgen.2.position-scale [AXIS_2]SCALE
setp stepgen.2.steplen 1
setp stepgen.2.stepspace 0
setp stepgen.2.dirhold 24000
setp stepgen.2.dirsetup 24000
setp stepgen.2.maxaccel [AXIS_2]STEPGEN_MAXACCEL
#net zpos-cmd axis.2.motor-pos-cmd => stepgen.2.position-cmd
#net zpos-fb stepgen.2.position-fb => axis.2.motor-pos-fb
net zpos-cmd thcud.z-pos-in <= axis.2.motor-pos-cmd
net thc-pos-cmd thcud.z-pos-out => stepgen.2.position-cmd
net thc-pos-fb axis.2.motor-pos-fb <= thcud.z-fb-out
net zstep <= stepgen.2.step
net zdir <= stepgen.2.dir
net zenable axis.2.amp-enable-out => stepgen.2.enable
net all-limit-home => axis.2.home-sw-in
net all-limit => axis.2.neg-lim-sw-in
net all-limit => axis.2.pos-lim-sw-in
net estop-out <= iocontrol.0.user-enable-out
net estop-ext => iocontrol.0.emc-enable-in
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
#################
#net CurVel thcud.current-vel <= motion.current-vel
#setp thcud.requested-vel 20
#setp thcud.velocity-tol 5
#setp thcud.correction-vel 0.005
Bartek
- 22 mar 2017, 22:52
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: plazma 1000x2000 ze spartusem, basenem i pingwinem ;)
- Odpowiedzi: 26
- Odsłony: 4012
Prace idą powoli. Silniki już zamontowane zostało mi tylko zamontować pas zębaty od osi Y (najdłuższej, to biała belka ). Może w tym tygodniu podłącze elektronikę i jak się uda to zajmę się stołem i basenem. Zdjęć na razie nie wrzucam, bo i nie ma co pokazać. Wrzucę jak wszystkie osie będą zamocowane.
Mam dylemat odnośnie źródła. Planuje palić blachę do 25mm (maks 30). Wybór najprawdopodobniej padnie na Spartusa, bo i cena przystępna i parametry nawet nawet - ale to wciąż katalogowe ;/ Wątpię, żeby któryś z Kolegów pracował na tym sprzęcie (ale chciałbym się mylić) i mi za bardzo nie poradzicie, ale mam nadzieję, że Wasze doświadczenie ułatwi mi wybór. Waham się pomiędzy modelem cut65cnc (do 40 mm) i cut105cnc (do 55mm). Podobno te modele są bardzo zbliżone do Hypertherma Powermaxa o analogicznych prądach. Dziwiło mnie, że przy tak niskich prądach tną bądź co bądź więcej niż konkurencja, ale dowiedziałem się, mają nieco inną budowę i technologię, stąd ten zysk. Oba urządzenia nie posiadają HF, jest za to "bezstykowe zajarzenie łuku bez HF". Rysunek na ich stronie to wyjaśnia. To co mnie najbardziej nurtuje to parametry cięcia, jak to z nimi jest? Nie mam doświadczenia w paleniu i chciałbym Was prosić o opinię czy warto dopłacać do mocniejszego źródła. Wiem, że jeżeli te 65A nie przebije np. 20mm, to nie spełnia moich oczekiwań, ale tego dowiem się jutro po rozmowie z ich głównym serwisantem. Ale mając czarną blachę np. 15mm, paląc ją z prądem 65A, będę mógł ustalić posuw rzędu 600 mm/min. Ale czy mógłbym palić tą samą blachę z tą samą jakością prądem 105A i posuwem 1000 mm/min? Czy powiedzmy 65A i 600mm to maksymalne parametry dla tej blachy i więcej nie pogonię pomimo mocniejszego źródła?
Mam dylemat odnośnie źródła. Planuje palić blachę do 25mm (maks 30). Wybór najprawdopodobniej padnie na Spartusa, bo i cena przystępna i parametry nawet nawet - ale to wciąż katalogowe ;/ Wątpię, żeby któryś z Kolegów pracował na tym sprzęcie (ale chciałbym się mylić) i mi za bardzo nie poradzicie, ale mam nadzieję, że Wasze doświadczenie ułatwi mi wybór. Waham się pomiędzy modelem cut65cnc (do 40 mm) i cut105cnc (do 55mm). Podobno te modele są bardzo zbliżone do Hypertherma Powermaxa o analogicznych prądach. Dziwiło mnie, że przy tak niskich prądach tną bądź co bądź więcej niż konkurencja, ale dowiedziałem się, mają nieco inną budowę i technologię, stąd ten zysk. Oba urządzenia nie posiadają HF, jest za to "bezstykowe zajarzenie łuku bez HF". Rysunek na ich stronie to wyjaśnia. To co mnie najbardziej nurtuje to parametry cięcia, jak to z nimi jest? Nie mam doświadczenia w paleniu i chciałbym Was prosić o opinię czy warto dopłacać do mocniejszego źródła. Wiem, że jeżeli te 65A nie przebije np. 20mm, to nie spełnia moich oczekiwań, ale tego dowiem się jutro po rozmowie z ich głównym serwisantem. Ale mając czarną blachę np. 15mm, paląc ją z prądem 65A, będę mógł ustalić posuw rzędu 600 mm/min. Ale czy mógłbym palić tą samą blachę z tą samą jakością prądem 105A i posuwem 1000 mm/min? Czy powiedzmy 65A i 600mm to maksymalne parametry dla tej blachy i więcej nie pogonię pomimo mocniejszego źródła?
- 04 mar 2017, 23:52
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: plazma 1000x2000 ze spartusem, basenem i pingwinem ;)
- Odpowiedzi: 26
- Odsłony: 4012
- 26 lut 2017, 12:22
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: plazma 1000x2000 ze spartusem, basenem i pingwinem ;)
- Odpowiedzi: 26
- Odsłony: 4012
W końcu niedziela i dzień w którym można nadrobić zaległości
kamar, powiedz jeszcze jak możesz jakim napięciem zasilasz sterowniki krokówek.
Prace idą powoli i wszystko co tylko może się sypie, ale to normalne zauważyłem więc się nie zrażam Miałem wczoraj spawać stół. Wszystkie detale już pocięte. Zostało jedynie trochę szlifowania, spawania i miałem przewiercić otwory w płaskownikach, które będą od dołu nóg, by móc wkręcać stopy. Nic skomplikowanego mogłoby się wydawać. A jednak! Przytargałem kilka blach ze złomu i z żadną nie miałem problemów, ale ta jest okrutnie twarda... Wiertło tylko chrupie ;/ nie mam jeszcze ostrzałki ani porządnej szlifierki więc odpuściłem sobie tą katorgę. Szkoda zdrowia i wierteł ;p W poniedziałek trzeba będzie upolować coś innego. Nie ma tego złego... więc wziąłem się za elektronikę. Prawie wszystko już mam, więc mogę się bawić. Szafa od frezarki ma wymiary 70 cm szerokości i 110 cm wysokości. Tym razem stwierdziłem, że zmieszczę się w 36 x 48 cm xD . Póki co daję radę. Mam nadzieję, że o niczym nie zapomniałem.
Jeśli chodzi o silniki to w X i Y będą 4,5 Nm, a w Z 1,89 Nm. W Y będzie naciągnięty pasek i ruchome po nim koło zębate, a w X i Z koło zębate będzie napędzać karetkę na pasku. Wszystkie koła zębate chcę dać bezpośrednio na wał silnika. Jak to rozwiązanie się nie sprawdzi, to będę robił przełożenie na paskach. Na dzień dzisiejszy wygodniej jest mi napędzać koło zębate bezpośrednio i nie chce mi się bawić w przekładnie ;p
Belka osi Y jest już zakotwiona, zostało ją wypoziomować, ale najpierw muszę zamontować oś X. Tylko nigdzie w okolicy nie mogę dostać odpowiedniego aluminium z second hand'u ;p Mam bakielit dwudziestkę, ale nie przemawia do mnie jako materiału konstrukcyjnego. Jak sądzicie nada się, czy lepiej zainwestować w poczciwe aluminium?
Linuxcnc już postawiony na docelowym komputerze asus AT5NM10-i. Jak sprawdzałem na szybko to latency test poniżej 18k może uda mi się jeszcze zejść. Rakieta nie jest, ale rakietowy to mam piec w warsztacie, a to ma być stabilne ;p haha. Sterowniki od Markcompa NDC856. Mam zasilacz impulsowy, który chciałbym wykorzystać. Na wyjściu na jałowym miał 53V. Jest to ustrojstwo, które wytargałem z jakiejś szafy sterowniczej telekomunikacyjnej. Pieruśtwo było podłączone razem z kilkoma innymi zasilaczami do sterownika, który regulował napięcie poprzez jakieś cyfrowe protokoły. Nie mam pewności jak to się sprawdzi pod obciążeniem, ale póki co jestem dobrej myśli. Najwyżej wyleci do kontenera i zamówię poczciwe trafo, ale najpierw chciałbym wykorzystać ten zasilacz. Zwłaszcza, że ma 32A i mam jeszcze trzy sztuki ;>
Na tym etapie to tyle. Nie miałem wczoraj aparatu, a moje mobilne urządzenie dzwoniące nie zostało zaprojektowane z myślą o fotografii ;p więc nie mam zdjęcia szafy sterowniczej (szafeczki). W przyszłym tygodniu może uda mi się coś zaktualizować nieco szybciej niż w niedzielę, ale wiecie jak jest... roboty tyle, że żal z warsztatu wychodzić ;p hehehe szkoda tylko, że nie robię nic na zewnątrz ;p No ale mniejsza, poniżej oś Y, zabawki na X i Z, zbiorniczek na "chłodziwo" i wspomniany zasilacz





Miłej niedzieli!
kamar, powiedz jeszcze jak możesz jakim napięciem zasilasz sterowniki krokówek.
Prace idą powoli i wszystko co tylko może się sypie, ale to normalne zauważyłem więc się nie zrażam
Jeśli chodzi o silniki to w X i Y będą 4,5 Nm, a w Z 1,89 Nm. W Y będzie naciągnięty pasek i ruchome po nim koło zębate, a w X i Z koło zębate będzie napędzać karetkę na pasku. Wszystkie koła zębate chcę dać bezpośrednio na wał silnika. Jak to rozwiązanie się nie sprawdzi, to będę robił przełożenie na paskach. Na dzień dzisiejszy wygodniej jest mi napędzać koło zębate bezpośrednio i nie chce mi się bawić w przekładnie ;p
Belka osi Y jest już zakotwiona, zostało ją wypoziomować, ale najpierw muszę zamontować oś X. Tylko nigdzie w okolicy nie mogę dostać odpowiedniego aluminium z second hand'u ;p Mam bakielit dwudziestkę, ale nie przemawia do mnie jako materiału konstrukcyjnego. Jak sądzicie nada się, czy lepiej zainwestować w poczciwe aluminium?
Linuxcnc już postawiony na docelowym komputerze asus AT5NM10-i. Jak sprawdzałem na szybko to latency test poniżej 18k
Na tym etapie to tyle. Nie miałem wczoraj aparatu, a moje mobilne urządzenie dzwoniące nie zostało zaprojektowane z myślą o fotografii ;p więc nie mam zdjęcia szafy sterowniczej (szafeczki). W przyszłym tygodniu może uda mi się coś zaktualizować nieco szybciej niż w niedzielę, ale wiecie jak jest... roboty tyle, że żal z warsztatu wychodzić ;p hehehe szkoda tylko, że nie robię nic na zewnątrz ;p No ale mniejsza, poniżej oś Y, zabawki na X i Z, zbiorniczek na "chłodziwo" i wspomniany zasilacz
Miłej niedzieli!
- 20 lut 2017, 23:38
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: plazma 1000x2000 ze spartusem, basenem i pingwinem ;)
- Odpowiedzi: 26
- Odsłony: 4012






