




a mianowicie..?pioterek pisze:myślę, że można zrobić coś lepszego niż imak szybko wymienny.
Z czego zrobić imak narzędziowy


-
 rc36
rc36
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 11
- Posty: 2264
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Facet który miał mi zrobić imak niestety go nie zrobi, dlatego mam pytanie czy ktoś kupował imak u tego sprzedawcy. http://allegro.pl/imak-tokarski-do-tsa- ... 83789.htmlpioterek pisze:No i nic dodać, nic ująć. Z grubsza to tyle na temat, a jeżeli potrzebne jest coś konkretnie pomyśleć...
...to trzeba zwymiarować dokładnie maszynę i będzie pole do działania.




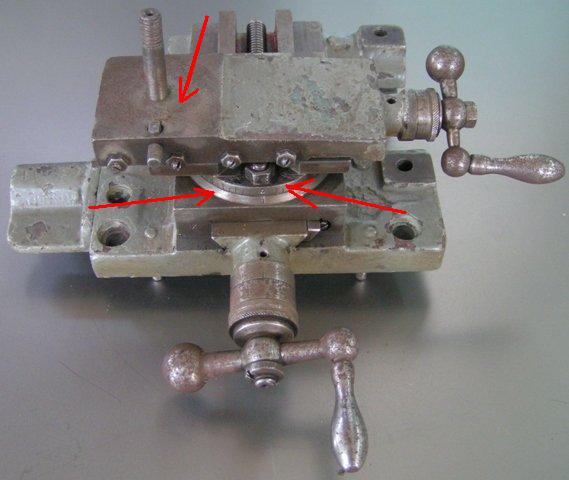
Nowy imak będzie z grubszą podeszwą i dlatego będę musiał zebrać po kilka dyszek z miejsc zaznaczonych na foto.
-
 pioterek
pioterek
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 5
- Posty: 1724
- Rejestracja: 27 gru 2012, 02:40
- Lokalizacja: kujawsko-pomorskie
Imaki trójkątny swobodnie obracany korbką tak jak stoły podziałowe.RomanJ4 pisze:a mianowicie..?pioterek pisze:myślę, że można zrobić coś lepszego niż imak szybko wymienny.
Z tego co wiem to przy grubszych nożach z imakiem szybkozmiennym trzeba kostkę opuścić poniżej szuflady i wtedy nie można ustawić noża pod dowolnym kątem
Poradą na taką bolączkę ma być dostępność noży o różnym pochyleniu ostrza względem osi noża. Więc mamy wybór
CTJ__

CTG__

CSR__(CTR__)

CSS__(CTS__)

CTF__

Powyższe noże są jeszcze do kupienia, jednak z zapasów magazynowych i tylko z nich można dorwać zamienniki na trójkątne płytki tych które robione są z płytkami kwadratowymi.
noże mają więc w takich imakach ograniczoną możliwość manewru za niewątpliwie poniesione koszty zakupu, a manewrowanie by się mogło odbywać w dużym zakresie i mniejszym kosztem.

Jest stary patent który pozwala nóż położyć na szufladce

Aby jednak analizować przypdek TSA-16, może kolega zechce podać wymiary co do których można by się odnieść?
-
skoczek
- ELITA FORUM (min. 1000)
- Posty w temacie: 1
- Posty: 1095
- Rejestracja: 15 lis 2006, 22:04
- Lokalizacja: Cieszyn/Kraków
Witam serdecznie,
widzę że nikt jeszcze nie wybił Ci z głowy niszczenia suportu więc ja postaram się to zrobić.
Złym pomysłem jest grzebanie przy suporcie tak by zyskać te parę dych. Jeżeli odkształcasz fabryczny imak to znaczy że coś robisz źle. Tych tokarek powstało multum więc rozmiar imaka producent miał z pewnością dobrze dobrany. Prawdopodobnie chcesz z tak małej tokarki uzyskać zbyt dużo.
Chcesz dać imak o 0,5mm grubszy... Naprawdę myślisz że te pół milimetra coś zmieni? Jedynie co może zmienić to nieodwracalnie zniszczyć suport tej maszyny.
Tak więc odpuść sobie zbieranie tych kilku dych z tych powierzchni suportu które zaznaczyłeś bo sam tego z pewnością dobrze nie zrobisz, a usługa wykonania tego przekracza wartość maszyny (pomijam fakt że będziesz miał niezłe szczęście jak znajdziesz chętnego podjęcia się takiej roboty).
Zleć zrobienie imaka z czegoś ulepszonego albo daj do ulepszenia po obróbce, zamiast grzebać przy całym suporcie i sankach.
Pozdrawiam serdecznie,
skoczek
widzę że nikt jeszcze nie wybił Ci z głowy niszczenia suportu więc ja postaram się to zrobić.
Złym pomysłem jest grzebanie przy suporcie tak by zyskać te parę dych. Jeżeli odkształcasz fabryczny imak to znaczy że coś robisz źle. Tych tokarek powstało multum więc rozmiar imaka producent miał z pewnością dobrze dobrany. Prawdopodobnie chcesz z tak małej tokarki uzyskać zbyt dużo.
Chcesz dać imak o 0,5mm grubszy... Naprawdę myślisz że te pół milimetra coś zmieni? Jedynie co może zmienić to nieodwracalnie zniszczyć suport tej maszyny.
Tak więc odpuść sobie zbieranie tych kilku dych z tych powierzchni suportu które zaznaczyłeś bo sam tego z pewnością dobrze nie zrobisz, a usługa wykonania tego przekracza wartość maszyny (pomijam fakt że będziesz miał niezłe szczęście jak znajdziesz chętnego podjęcia się takiej roboty).
Zleć zrobienie imaka z czegoś ulepszonego albo daj do ulepszenia po obróbce, zamiast grzebać przy całym suporcie i sankach.
Pozdrawiam serdecznie,
skoczek
Podstawą materialną narodu jest ziemia, przemysł i handel. Kto ziemię, przemysł i handel oddaje w ręce cudzoziemców, ten sprzedaje narodowość swoją, ten zdradza swój naród. - Hipolit Cegielski
-
rc36
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 2264
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Tak więc odpuść sobie zbieranie tych kilku dych z tych powierzchni suportu które zaznaczyłeś bo sam tego z pewnością dobrze nie zrobisz, a usługa wykonania tego przekracza wartość maszyny (pomijam fakt że będziesz miał niezłe szczęście jak znajdziesz chętnego podjęcia się takiej roboty).
Weź pod uwagę, że moja maszynka ma ze 30 lat lub jeszcze więcej i akurat powierzchnia pod imakiem domaga się zabielenia bo jest jakby pofalowana. Nie wiem jak mogę coś popsuć zabielając na frezarce tak małe powierzchnie.
-
 panzmiasta
panzmiasta
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 788
- Rejestracja: 17 gru 2011, 18:13
- Lokalizacja: MALBORK
Yyy zebrać materiał ze zdjęcia strzałką zaznaczoną "od góry" czyli z pod imaka mogę za przysłowiowy czteropak z dokładnością do 0,01mm na 10cm długości - po 30-40 latach użytkowania warto jest zabielić miejsca które zostały nadgryzione zębem czasu , pamiętajmy o tym że tsa produkowały też dzieciaki w Poznaniu i tolerancję też miały zarąbistą , a miałem 2 tsa i z 5 imaków to coś niecoś widziałem . Zgodzę się że imak powinien być z dobrej stali i może się mylę ale dużo więcej da zwiększenie wymiaru imaka z 2mm na górze niż te 0,5mm na dole ?skoczek pisze:
Tak więc odpuść sobie zbieranie tych kilku dych z tych powierzchni suportu które zaznaczyłeś bo sam tego z pewnością dobrze nie zrobisz, a usługa wykonania tego przekracza wartość maszyny (pomijam fakt że będziesz miał niezłe szczęście jak znajdziesz chętnego podjęcia się takiej roboty).
Zleć zrobienie imaka z czegoś ulepszonego albo daj do ulepszenia po obróbce, zamiast grzebać przy całym suporcie i sankach.
Edit - a kombinacje z multiflixem zamiast standardowego imaka raczej słabo widzę w tsa , przerost formy nad treścią
perfekcyjna B. S. , OUS 1 - Oświęcim 1066/72r; Pozdrawiam
-
pioterek
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1724
- Rejestracja: 27 gru 2012, 02:40
- Lokalizacja: kujawsko-pomorskie
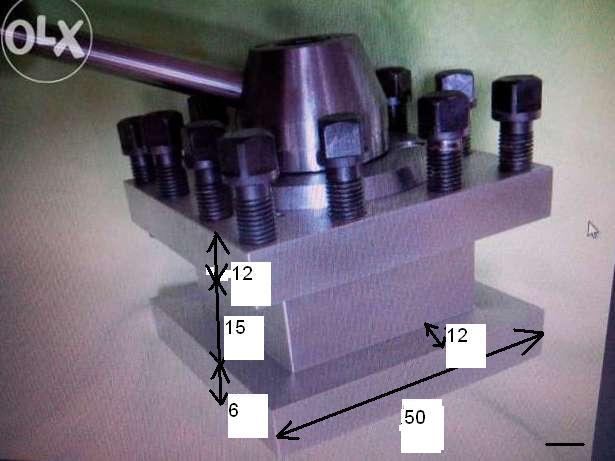
Na jakiej wysokości jest czubek noża od jego podstawy w imaku o tych wymiarach - albo do jakiej wysokości noża jego ostrze będzie w osi wrzeciona , podaj jeszcze wymiary od osi wrzeciona - czubka kła w koniku do powierzchni oznakowanych strzałkami - do zabielenia, oraz średnicę obrotnicy ( dolne strzałki ) i rozstaw śrub ją mocujących.rc36 pisze:Nie wiem jakie wymiary miałbym podać, więc daje wymiary imaka jakiego potrzebuje (zdjęcie przykładowe). Wg. mnie imaki szybkozmienne w tsa 16 to generowanie zbędnych kosztów które nigdy się nie zwrócą.

Mam ciekawy pomysł, ale potrzebuję znać te wymiary, żeby sprawdzić czy jest realny. Nie będzie to za wielki kłopot?






