



Nie jest dobrze... Dopiero teraz wczytałem się w makro i jest słabe bo bazuje na ciągłym zerowaniu zety zamiast na offsecie narzędzia...
Muszę gdzieś wygrzebać swoje stare to ci wkleję bo to jest słabiutkie...
Po twojej zmianie nie uzyskałeś nic poza tym, że po pomiarze zetka nie zostaje na +20 tylko +5 ale DRO jest dalej tak samo wyzerowane...
Wymiana narzędzia Mach3 kilka pytań
-
 Petroholic
Petroholic
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:


-
Arkadiusz2000
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 6
- Posty: 113
- Rejestracja: 11 maja 2017, 18:01
- Lokalizacja: Mrągowo
Re: Wymiana narzędzia Mach3 kilka pytań
Już wiem, znalazłem.
W drugiej linii w/w makra za znakiem równości skasowałem GetUserDRO(1151), a w to miejsce wpisałem 15 i oto chodziło.
Jeszcze jedno.
W ustawieniach zgaszę lampkę przy Ignore M6 jest OK, ale Macha wyłączę i włączę to lampka się zapala, trzeba znowu wejść ustawienia i ją zgasić.
Nigdzie na tym ekranie niema przycisku "zapisz", "zapamiętaj" lub coś w tym rodzaju. Da się z tym żyć, ale fajnie by było aby Mach zapamiętał.
Dodane 6 minuty 40 sekundy:
Gdyby kolega "Petroholic" mógł mi podrzucić jakieś lepsze makro, byłbym bardzo wdzięczny.
W drugiej linii w/w makra za znakiem równości skasowałem GetUserDRO(1151), a w to miejsce wpisałem 15 i oto chodziło.
Jeszcze jedno.
W ustawieniach zgaszę lampkę przy Ignore M6 jest OK, ale Macha wyłączę i włączę to lampka się zapala, trzeba znowu wejść ustawienia i ją zgasić.
Nigdzie na tym ekranie niema przycisku "zapisz", "zapamiętaj" lub coś w tym rodzaju. Da się z tym żyć, ale fajnie by było aby Mach zapamiętał.
Dodane 6 minuty 40 sekundy:
Gdyby kolega "Petroholic" mógł mi podrzucić jakieś lepsze makro, byłbym bardzo wdzięczny.
Wszystko jest trudne nim stanie się proste (C.K. Norwid)
-
Petroholic
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
Re: Wymiana narzędzia Mach3 kilka pytań
SAVE masz nie w tym okienku tylko o ile pamiętam pod koniec listy rozwijanej w zakładce CONFIG...
A zaraz poszukam makro bo mam chwilę
Nie znalazłem swojego - pewnie w pracy na pendrive jest ale tu masz uniwersalne makro pomiaru CSLAB tylko z tą różnicą, że czujnik jest na stałe zamocowany na stole i narzędzie bazujesz według stołu. U ciebie trzeba to troszkę przerobić, żeby bazowało względem materiału i w punkcie (XY) w którym jesteś, a nie jechało na czujnik... Będzie o wiele prostsze
A zaraz poszukam makro bo mam chwilę
Kod: Zaznacz cały
Dim ZOFFSET, ZTOP, ZBOTTOM, ZGODOWN, ZABS, ZUPFINE, Z_SAFE
Dim ToolLen
Dim Tool
Dim SENS_Z, SENS_X, SENS_Y, Z_LIFT, Z_PARK, MAX_DTRAVEL
Dim SPD_FAST, SPD_FINE
' -----------------------------------------------------
' Configuration parameters
' -----------------------------------------------------
SENS_Z = 11.414 ' Sensor/Table offset
Z_SAFE = -65 ' Safe Z above sensor (for rapid move)
SENS_X = 6.50 ' Sensor X position
SENS_Y = 250 ' Sensor Y position
MAX_DTRAVEL = 140 ' Max down travel
SPD_FAST = 1500
SPD_FINE = 100 ' Fast and fine speeds
Z_LIFT = 1.5 ' Z lift for fine probing
Z_PARK = 0 ' Park after probe (absolute Z position)
' -----------------------------------------------------
Message( "Tool length probing started." )
' turn off machine coordinates (mach bug)
If GetOEMLed(16) Then
DoOEMButton(256)
End If
' check axes for reference
If GetOEMLed(807) Then
Message( "TC ERROR: X Axis not referenced!" )
' End
End If
If GetOEMLed(808) Then
Message( "TC ERROR: Y Axis not referenced!" )
' End
End If
If GetOEMLed(809) Then
Message( "TC ERROR: Z Axis not referenced!" )
' End
End If
' Probe signal should be inactive before starting probing
If GetOEMLed(825) Then
Message( "TC ERROR: Probe input is active! Probing failed." )
End
End If
' Check spindle
If GetOEMLed(11) Then
Message( "TC ERROR: Turn off spindle for probing. Probing failed." )
End
End If
Tool = GetDRO(24) ' Get current tool index
' Tool 0 can't be probed
If(Tool = 0) Then
Message( "TC INFO: Tool '0' can't be probed." )
End
End If
WaitForMove
Code("G43T0")
Code("G43H0") ' turn off tool lenght compensation
WaitForMove
' Move to PARK
Code("G0G53 Z" & Z_PARK)
WaitForMove
' Move to XY position of tool correction sensor
Code("G0G53 X" & SENS_X & " Y" & SENS_Y)
WaitForMove
' Get actual Z offset
ZOFFSET = GetOEMDRO(49)
' Rapid go down to safe distance above sensor
Code("G0G53 Z" & Z_SAFE)
WaitForMove
' Probe
ZTOP = GetDRO(2) ' actual Z position
ZGODOWN = ZTOP - MAX_DTRAVEL ' max down travel
Code("G31 Z" & ZGODOWN & "f" & SPD_FAST)
WaitForMove
ZUPFINE = GetOEMDRO(85) + Z_LIFT
Code("G1G53 Z" & ZUPFINE & "f" & SPD_FAST) ' go up Z_LIFT
WaitForMove
' fine probe
Code("G31 Z" & ZGODOWN & "f" & SPD_FINE)
WaitForMove
ZBOTTOM = GetVar(2002) 'get probe activation point
' Lift Z to abs park position
Code("G0G53 Z" & Z_PARK)
WaitForMove
ZABS = ZBOTTOM + ZOFFSET
ToolLen = ZABS - SENS_Z
WaitForMove
SetOEMDRO(42, ToolLen)
Code("G43T" & Tool) ' G43 to sync value in system
Code("G43H" & Tool) ' G43 to sync value in system
WaitForMove
Message ("Z Value : " & ToolLen)
' -----------------------------------------------------------------------------
Sub WaitForMove ()
While IsMoving()
Sleep(15)
Wend
End Sub-
Arkadiusz2000
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 113
- Rejestracja: 11 maja 2017, 18:01
- Lokalizacja: Mrągowo
Re: Wymiana narzędzia Mach3 kilka pytań
Serdeczne dzięki.
Zaraz będę próbował i testował.
Zaraz będę próbował i testował.
Wszystko jest trudne nim stanie się proste (C.K. Norwid)
-
lutecky
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 1
- Rejestracja: 21 wrz 2018, 11:18
Re: Wymiana narzędzia Mach3 kilka pytań
Podepnę się pod temat, bo wg mnie jest jeszcze kilka pytań które mogą zastanawiać nowych użytkowników takich jak ja.
Po co się robi pomiar narzędzia to wiemy - aby skompensować różnicę w długości pomiędzy jednym a drugim. A to oznacza, że wiedząc, iż w programie będziemy mieli zmianę, przed puszczeniem go, zerujemy sobie ośki do materiału, wykonujemy pomiar aktualnego narzędzia, wracamy do naszego punktu zero i zaczynamy frezowanie? Czy obydwa narzędzia mierzymy dopiero przy zmianie (tzn najpierw stare, później nowe)?
I kolejne pytanie: jaki czujnik jest lepszy? Na bazie przycisku czy dotykowy? Czy nie ma to znaczenia?
Po co się robi pomiar narzędzia to wiemy - aby skompensować różnicę w długości pomiędzy jednym a drugim. A to oznacza, że wiedząc, iż w programie będziemy mieli zmianę, przed puszczeniem go, zerujemy sobie ośki do materiału, wykonujemy pomiar aktualnego narzędzia, wracamy do naszego punktu zero i zaczynamy frezowanie? Czy obydwa narzędzia mierzymy dopiero przy zmianie (tzn najpierw stare, później nowe)?
I kolejne pytanie: jaki czujnik jest lepszy? Na bazie przycisku czy dotykowy? Czy nie ma to znaczenia?
-
Arkadiusz2000
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 113
- Rejestracja: 11 maja 2017, 18:01
- Lokalizacja: Mrągowo
Re: Wymiana narzędzia Mach3 kilka pytań
Wychodzę z założenia, że punkt "zero" każdego narzędzia mierzymy w trakcie tzn po zatrzymaniu przez komendę M6, ponieważ frez w tulei zaciskowej możemy zamocować ciut wyżej lub niżej, niema wewnątrz, nad tuleją, żadnego ogranicznika, zderzaka do którego dociskamy frez, ale mogę się mylić.
Dodane 23 minuty 6 sekundy:
Odnośnie czujnika.
Mach3, LinuxCNC czy inny program czeka na zamknięcie obwodu.
Czy to będzie płyta SSK-MBx, chińska płytka LPT czy inna to chyba obojętnie jaki będzie czujnik.
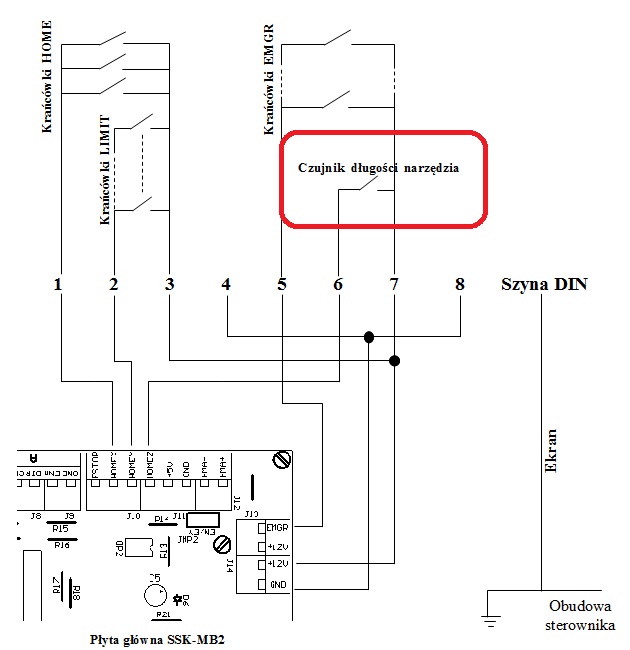
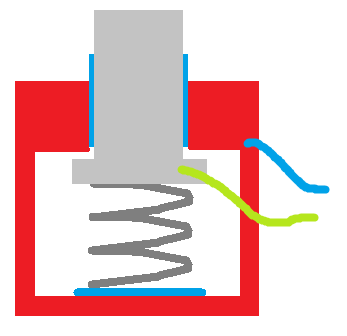

Rozważyć należy tylko precyzje czujnika i grubość portfela.
Chyba że się mylę.
Ja zastosowałem kostkę aluminium i mi się sprawdza.
Dodane 23 minuty 6 sekundy:
Odnośnie czujnika.
Mach3, LinuxCNC czy inny program czeka na zamknięcie obwodu.
Czy to będzie płyta SSK-MBx, chińska płytka LPT czy inna to chyba obojętnie jaki będzie czujnik.
Rozważyć należy tylko precyzje czujnika i grubość portfela.
Chyba że się mylę.
Ja zastosowałem kostkę aluminium i mi się sprawdza.
Wszystko jest trudne nim stanie się proste (C.K. Norwid)
-
kubacz1
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 1
- Posty: 2
- Rejestracja: 01 mar 2014, 11:39
- Lokalizacja: Polska
Re: Wymiana narzędzia Mach3 kilka pytań
Witam, proszę o pomoc w konfiguracji skryptu. Zależy mi aby makro działało następująco: przytwierdzam materiał do stołu. Na powierzchni materiału kladę płytkę pomiarową i naciskam auto pomiar narzędzia. Frez najeżdża na płytkę i cofa się 5mm. Naciskam idź do zera i frez obniża się do zera materiału.
Próbowałem z tym makrem z wątku ale za każdym razem wychodzą dziwne rzeczy. Płytkę mam o gr. 2mm i w miejsce plate thickness wpisałem ta wartość.
W miejscu Code "G1 Z5 F50" 'put the Z retract height you want here, must be greater than the touch plate thickness mam 5mm.
Po pomiarze frez podnosi się nad płytkę. W koordynację Z wyświetla 5mm ale jak mierze prześwit pomiędzy płytka a frezem to jest 7mm.
Co robię nie tak? Na co zwrócić uwagę?
Próbowałem z tym makrem z wątku ale za każdym razem wychodzą dziwne rzeczy. Płytkę mam o gr. 2mm i w miejsce plate thickness wpisałem ta wartość.
W miejscu Code "G1 Z5 F50" 'put the Z retract height you want here, must be greater than the touch plate thickness mam 5mm.
Po pomiarze frez podnosi się nad płytkę. W koordynację Z wyświetla 5mm ale jak mierze prześwit pomiędzy płytka a frezem to jest 7mm.
Co robię nie tak? Na co zwrócić uwagę?






