



W najbliższej przyszłości potrzebny mi będzie wosk polietylenowy do wyfrezowania formy.
I tu pytanie czy coś takiego to w ogóle jest parafina/wosk?
http://allegro.pl/parafina-do-odlewu-sw ... 64925.html
Bo to niby idzie do produkcji wkładów do zniczy, a te jak wiadomo z wosku raczej nie są.
Druga sprawa do polietylen. Szukam LDPE i szukam i nic nie mogę znaleźć. Wszędzie tylko HDPE. Nawet pojemniki na płyny które niby miały być z LPDE. A uzbieranie 1kg z woreczków (jedyne co znalazłem z LDPE) to raczej hardcore. No chyba żeby kupić 1kg woreczków, ale to trochę drogo wyjdzie.
Więc raczej użyję HDPE zamiast LDPE (piszą że można, tylko trudniej się rozpuszcza w parafinie i w wyższej temperaturze)?
Próbował ktoś?
EDIT. Dzisiaj zrobiłem próbę. Wykorzystałem "wosk" z wkładów do zniczy bo wydawał się zawierać wosk/parafinę (wkład niby parafinowy, temperatura topnienia 55°C (zmierzyłem)). Wszystko więc wskazywało na to że jakieś domieszki parafiny tam są. A że innego wosku na razie się nie udało zdobyć (chyba wszystkie sklepy na allegro mają urlop) to próbowałem na tym.
No i lipa. Podgrzewałem aż do 140...150°C a HDPE jak i LDPE nie chciał się rozpuszczać.
Woreczki foliowe (LDPE) zniknęły, ale po dłuższej chwili bez mieszania wypłynęły w postaci jakby piany (czyli też się nie rozpuściły tylko przetopiły i posklejały w większe zbitki).
Czyli rada jak by ktoś chciał próbować: nie używać wkładów do zniczy choćby nawet miały "parafinowe" w nazwie i w parametrach fizycznych (temperatura topnienia, zapach).
A to cudo co mi wyszło trzeba będzie chyba poprzetapiać na świczki.
A docelowo zostaje normalnie kupić parafinę. Tylko się teraz po tych moich próbach ze zniczami zastanawiam, czy ta "parafina" z allegro do produkcji zniczy, to w ogóle parafina.
Własnego wyrobu "wosk" do frezowania - tani.


-
atom1477
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 2789
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
Okazało się że można kupić od razu wosk polietylenowy.
Jest dostępny jako "utwardzacz do świec" (dodatek do wosku przy produkcji świec).
Kosztuje jakieś 20zł/kg.
Jak dla mnie taka cena jest na tyle niska że się nie opłaca robić wosku samemu (zwykły czyli parafinowy kosztuje z 10zł/kg, a potem jest dużo zabawy żeby przerobić go na polietylenowy).
Dla kilku kg szkoda się pierniczyć.
Jest dostępny jako "utwardzacz do świec" (dodatek do wosku przy produkcji świec).
Kosztuje jakieś 20zł/kg.
Jak dla mnie taka cena jest na tyle niska że się nie opłaca robić wosku samemu (zwykły czyli parafinowy kosztuje z 10zł/kg, a potem jest dużo zabawy żeby przerobić go na polietylenowy).
Dla kilku kg szkoda się pierniczyć.
-
oprawcafotografii
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 6105
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
-
atom1477
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2789
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
Na początek robiłem testy na tym pseudowosku ze zniczy.
Strasznie miękki ale powierzchnia wychodziła ładna (za frezem).
Niestety latające swobodnie wióry kleiły się do wszystkiego. Nie dało się ich zamieść pędzelkiem, bo one nie leżały na powierzchni tylko były w nią wtopione.
No ale dla testów i nauki obsługi LinuxaCNC i G-codów wyfrezowałem sobie takie coś:



Podczas frezowania zbierałem wiórki nazwijmy to "odkurzaczem". Wiórki kleją się w palcach.
Tak więc słaby to materiał na frezowanie. Mimo że frezowałem to w temperaturze około 10°C.
Później w końcu przyszła paczka z woskami.
Poza tym polietylenowym zamówiłem też parafinowy żeby porównać parametry.
No i parafinowy zachowuje się tak samo (jest w postaci proszku, i klei się on w palcach).
Natomiast wosk polietylenowy rewelacja.
Jest też w postaci proszku i mimo ściskania w palcach nie klei się i nie zbija w kulki.
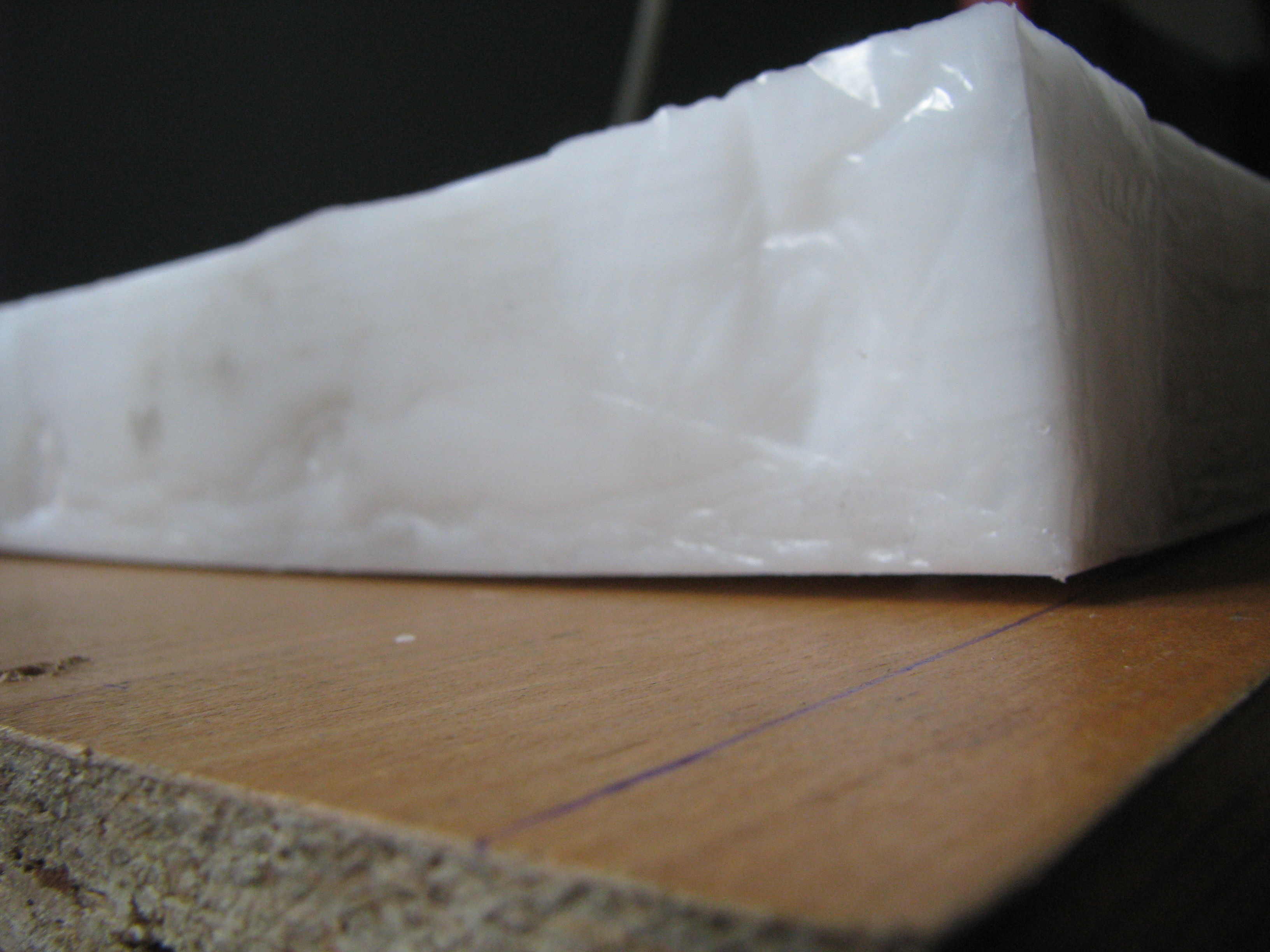
Odlałem mały klocek i na próbę przejechałem frezem:



Wiórki się nie kleją. Wychodzi proszek który się nie przykleja nawet tuż za frezem (tam mogła by być wyższa temperatura i teoretycznie mogło by się tam przyklejać).
Ta ścianka na zdjęciach ma wysokość 1mm i szerokość 0.3mm. Jechałem frezem walcowym 2mm (sterowanie z ręki (strzałkami)).
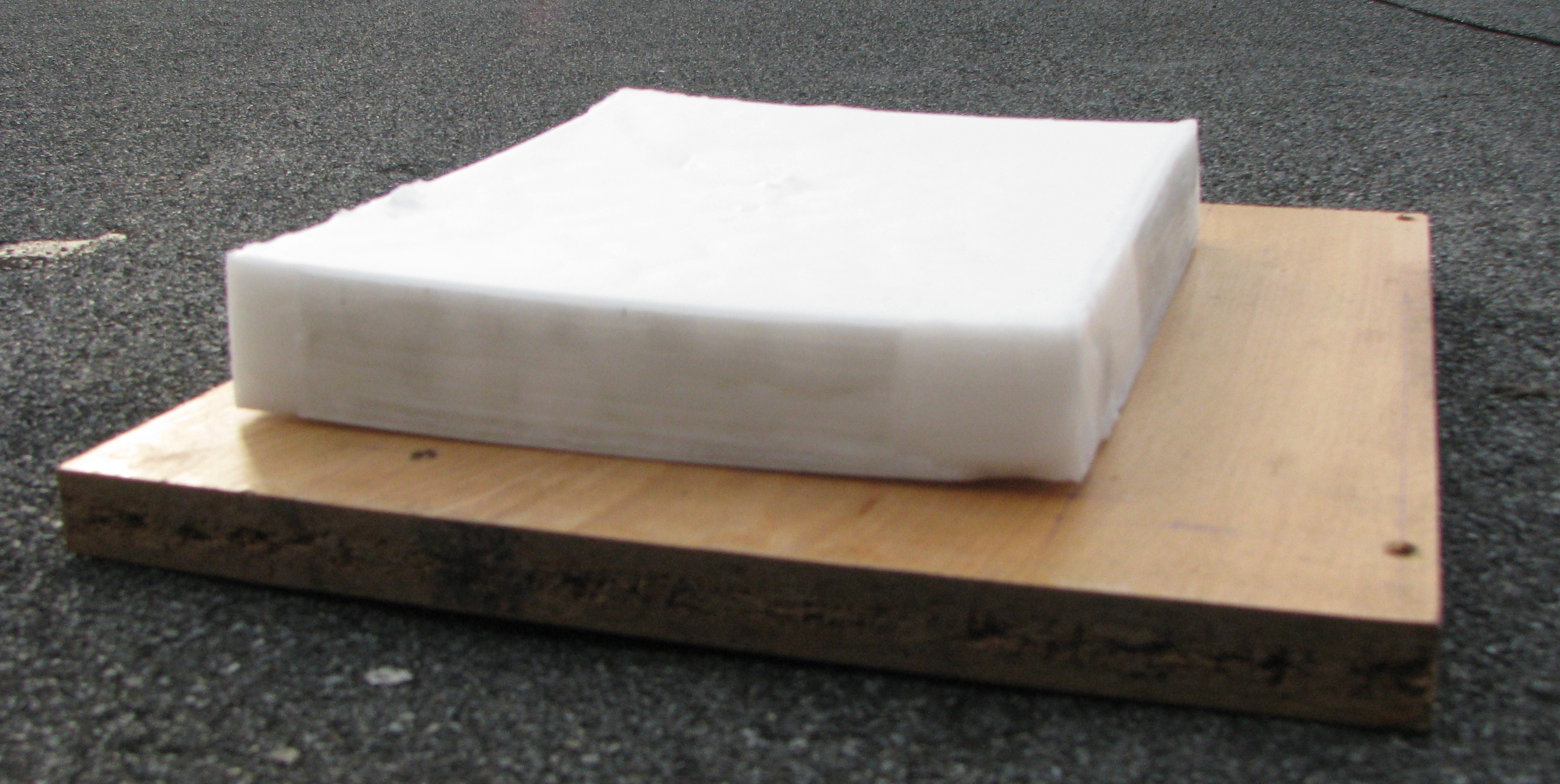
Dzisiaj sobie przygotowałem docelowy klocek:

Jak widać trochę się skurczył podczas stygnięcia.
Na szczęście na środku opadł dużo mniej. Ten pseudowosk z poprzednich zdjęć kleił się do ścianek i z tego powodu kurczył się głównie na wysokości na środku.
Wosk polietylenowy jest twardszy i dość szybko zastygnął na krawędziach (lałem do zimnej formy). Odkleił się więc od ścianek i potem się kurczył już na szerokości i długości.
Niestety trochę za szybko stygnął przy ściankach i się od nich odkleił i potem powyginał:



Tam na środku tej sklejki są wkręcone do połowy 4 wkręty do drewna. Na nich trzyma się ten klocek (wosk zalał łepki wkrętów).
Wosk topiłem w metalowym pojemniku a ogrzewałem kuchenką elektryczną 500W.
Słabo to szło (ze 3 godziny na 2kg wosku, mimo zaizolowania pojemnika i kuchenki watą szklaną) i wosk ogrzałem tylko do stopienia.
Następnym razem pasuje wstępnie podgrzać formę a wosk trochę mocniej podgrzać.
Żeby nie zastygał od razu przy kontakcie z formą. Wtedy się do niej lepiej złapie i może nie odkształci podczas stygnięcia. I od góry pasuje podgrzewać jakimś promiennikiem podczerwieni. Teraz położyłem na górę kawałek styropianu, ale to nie pomogło powstrzymać stygnięcia odlewu od góry. Na szczęście jak pisałem wklęśnięcie wyszło małe więc na początek może być.
Niestety próby frezowania dopiero za tydzień. Bo połamałem frezy i muszę kupić nowe.
Uprzedzam skojarzenia: frezy nawet koło frezarki nie leżały: połamałem je wyciągając je z opakowania (spadły mi na podłogę). Połamały się bo to cienkie frezy z VHM.
EDIT.
Nie niestety łatwo nie ma.
Ten wosk jest strasznie kruchy i mi pękł:

Pewnie przez te wkręty. Wosk się kurczył a wkręty stały, no to pękło.
Będzie trzeba zrobić ogrzewanie wkrętów. I ogólnie znacznie spowolnić stygnięcie odlewu.
Strasznie miękki ale powierzchnia wychodziła ładna (za frezem).
Niestety latające swobodnie wióry kleiły się do wszystkiego. Nie dało się ich zamieść pędzelkiem, bo one nie leżały na powierzchni tylko były w nią wtopione.
No ale dla testów i nauki obsługi LinuxaCNC i G-codów wyfrezowałem sobie takie coś:



Podczas frezowania zbierałem wiórki nazwijmy to "odkurzaczem". Wiórki kleją się w palcach.
Tak więc słaby to materiał na frezowanie. Mimo że frezowałem to w temperaturze około 10°C.
Później w końcu przyszła paczka z woskami.
Poza tym polietylenowym zamówiłem też parafinowy żeby porównać parametry.
No i parafinowy zachowuje się tak samo (jest w postaci proszku, i klei się on w palcach).
Natomiast wosk polietylenowy rewelacja.
Jest też w postaci proszku i mimo ściskania w palcach nie klei się i nie zbija w kulki.
Odlałem mały klocek i na próbę przejechałem frezem:



Wiórki się nie kleją. Wychodzi proszek który się nie przykleja nawet tuż za frezem (tam mogła by być wyższa temperatura i teoretycznie mogło by się tam przyklejać).
Ta ścianka na zdjęciach ma wysokość 1mm i szerokość 0.3mm. Jechałem frezem walcowym 2mm (sterowanie z ręki (strzałkami)).
Dzisiaj sobie przygotowałem docelowy klocek:

Jak widać trochę się skurczył podczas stygnięcia.
Na szczęście na środku opadł dużo mniej. Ten pseudowosk z poprzednich zdjęć kleił się do ścianek i z tego powodu kurczył się głównie na wysokości na środku.
Wosk polietylenowy jest twardszy i dość szybko zastygnął na krawędziach (lałem do zimnej formy). Odkleił się więc od ścianek i potem się kurczył już na szerokości i długości.
Niestety trochę za szybko stygnął przy ściankach i się od nich odkleił i potem powyginał:

Tam na środku tej sklejki są wkręcone do połowy 4 wkręty do drewna. Na nich trzyma się ten klocek (wosk zalał łepki wkrętów).
Wosk topiłem w metalowym pojemniku a ogrzewałem kuchenką elektryczną 500W.
Słabo to szło (ze 3 godziny na 2kg wosku, mimo zaizolowania pojemnika i kuchenki watą szklaną) i wosk ogrzałem tylko do stopienia.
Następnym razem pasuje wstępnie podgrzać formę a wosk trochę mocniej podgrzać.
Żeby nie zastygał od razu przy kontakcie z formą. Wtedy się do niej lepiej złapie i może nie odkształci podczas stygnięcia. I od góry pasuje podgrzewać jakimś promiennikiem podczerwieni. Teraz położyłem na górę kawałek styropianu, ale to nie pomogło powstrzymać stygnięcia odlewu od góry. Na szczęście jak pisałem wklęśnięcie wyszło małe więc na początek może być.
Niestety próby frezowania dopiero za tydzień. Bo połamałem frezy i muszę kupić nowe.
Uprzedzam skojarzenia: frezy nawet koło frezarki nie leżały: połamałem je wyciągając je z opakowania (spadły mi na podłogę). Połamały się bo to cienkie frezy z VHM.
EDIT.
Nie niestety łatwo nie ma.
Ten wosk jest strasznie kruchy i mi pękł:

Pewnie przez te wkręty. Wosk się kurczył a wkręty stały, no to pękło.
Będzie trzeba zrobić ogrzewanie wkrętów. I ogólnie znacznie spowolnić stygnięcie odlewu.
-
atom1477
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2789
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
No to wyszło takie coś:
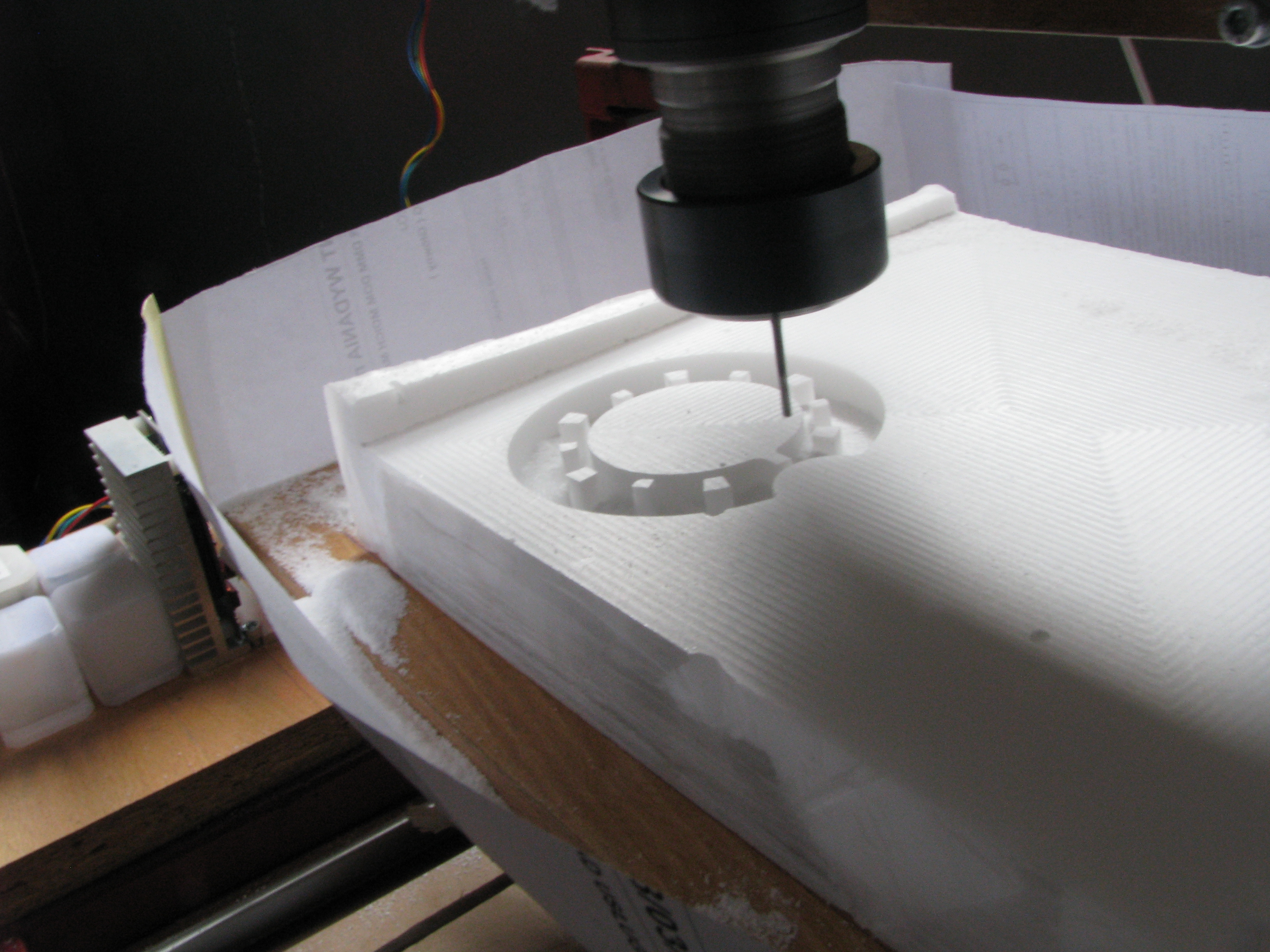
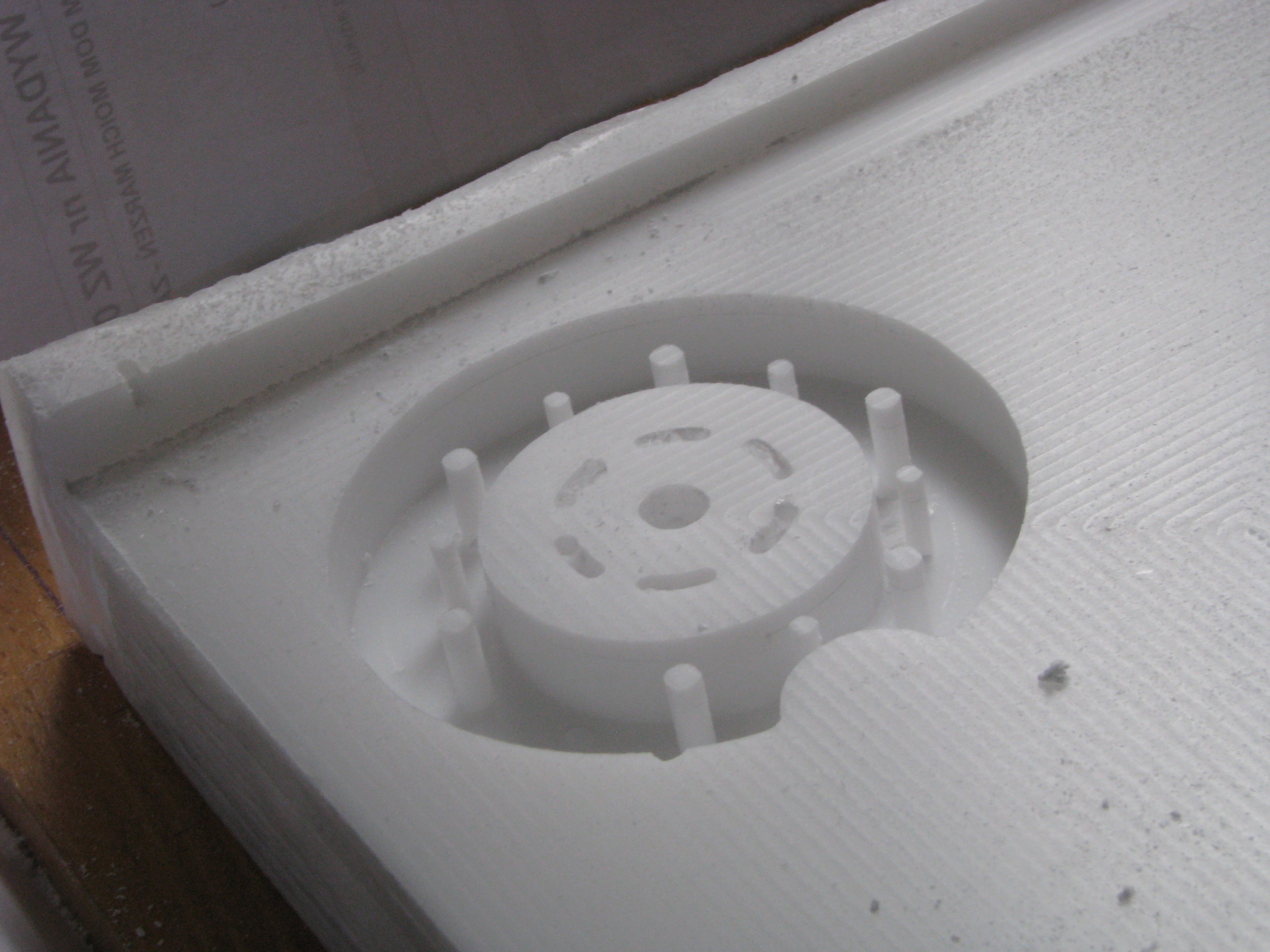

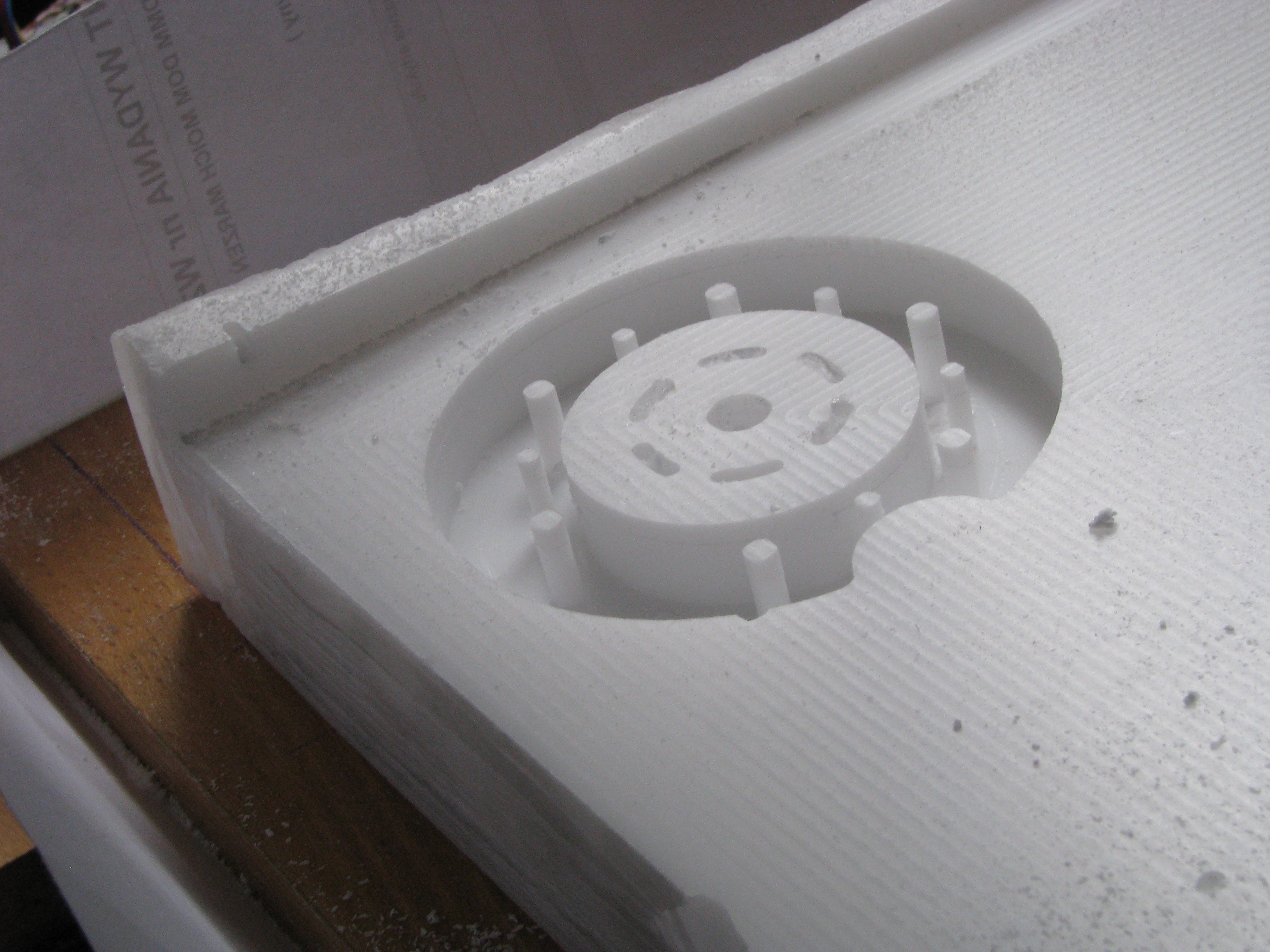
Ne najcieńsze pręciki mają 3mm średnicy i 12mm wysokości.
Ten jeden wyłamany pręcik to wyłamałem ja a nie frezarka
Szło jak burza. Tylko frezarka ma duże luzy i na powierzchni widać drobne nierówności.
Co zauważyłem to to że musowo frezować współbieżnie bo inaczej wyłamuje wosk. Ale nie na powierzchni bocznej freza, lecz pod frezem (od czoła freza). Tzn. podczas planowania powierzchni na powierzchni zostaną takie dziurki.
I jak się frezuje mocno w głąb (te 6 podłużnych otworów na zdjęciach) to się wosk zakleszcza i trochę go przetapia i zakleja otwory.
Prawdopodobnie dobrze by się frezowało do góry nogami albo w zanurzeniu w wodzie.
Niestety wosk nie akceptuje napraw w postaci dotapiania uszkodzonych elementów.
Próba termicznego doczepienia czegoś powoduje pęknięcie wosku. Jest po prostu za twardy na takie coś.
Jedyna metoda to chyba splanowanie powierzchni na płasko, i doklejenie innego kawałka z płaskim czołem przy pomocy niewielkiej ilości rozpuszczalnika.
Ne najcieńsze pręciki mają 3mm średnicy i 12mm wysokości.
Ten jeden wyłamany pręcik to wyłamałem ja a nie frezarka
Szło jak burza. Tylko frezarka ma duże luzy i na powierzchni widać drobne nierówności.
Co zauważyłem to to że musowo frezować współbieżnie bo inaczej wyłamuje wosk. Ale nie na powierzchni bocznej freza, lecz pod frezem (od czoła freza). Tzn. podczas planowania powierzchni na powierzchni zostaną takie dziurki.
I jak się frezuje mocno w głąb (te 6 podłużnych otworów na zdjęciach) to się wosk zakleszcza i trochę go przetapia i zakleja otwory.
Prawdopodobnie dobrze by się frezowało do góry nogami albo w zanurzeniu w wodzie.
Niestety wosk nie akceptuje napraw w postaci dotapiania uszkodzonych elementów.
Próba termicznego doczepienia czegoś powoduje pęknięcie wosku. Jest po prostu za twardy na takie coś.
Jedyna metoda to chyba splanowanie powierzchni na płasko, i doklejenie innego kawałka z płaskim czołem przy pomocy niewielkiej ilości rozpuszczalnika.
-
atom1477
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2789
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
O ile obróbka za pomocą frezowania idzie jak burza, to całokształt mi się już tak bardzo nie podoba.
1. Problemem jest przygotowywanie plików do obróbki. Po prostu to co generują różne darmowe programy to jakaś sieczka. Robienie ścieżek ręcznie to z kolei masakra.
Zleciłem koledze wygenerowanie ścieżek w jakimś profesjonalnym programie, bo już mam tego dosyć.
2. Poza tym pojawiły się problemy z odlewaniem większych brył do frezowania.
Odlew o grubości większej niż z 5cm po prostu pęka.
A w środku siedzi ogromna jama skurczowa. Na oko skurcz przekracza 10%.
Próbowałem odlewania w ogrzewanym delikatnie pojemniku (pojemnik oczywiście poza tym izolowany cieplnie) żeby znacznie opóźnić krzepnięcie. Nic to nie dało.
Próbowałem podgrzewania strefowego żeby przesunąć w to miejsce jamę skurczową, ale też efektu brak. Jama się przesuwa ale pod koniec studzenia odlew pęka i tak, i pęknięcie idzie przez cały odlew. Dodatkowo pęknięcie się rozdziela i odlew pęka nie na 2 a więcej kawałków
Ostatecznie poradziłem sobie robiąc dużo większy odlew. Popękał, ale poszczególne kawałki są dostatecznie duże żebym je wykorzystał.
3. I trzeci problem. Po odlaniu i zastygnięciu żywicy nie udało mi się usunąć wosku.
Wcześniej jakimś rozpuszczalnikiem zdawało mi się że udało mi się skleić dwa kawałki wosku. No ale chyba tylko zdawało mi się.
Bo teraz rozpuszczanie nie idzie.
Nitro, aceton, coś na bazie heksanu, toluenu, ksylenu, czy benzyna ekstrakcyjna: nic nie rusza tego wosku.
Na próbę zostawiłem na noc wióry wosku w mieszaninie wszystkich rozpuszczalników jakie miałem, i rano zdziwienie: nic nie rozpuszczone.
Zamówiłem terpentynę, i ku mojemu zdziwieniu przyszedł jakiś zamiennik o "obniżonej zawartości węglowodorów aromatycznych" (tylko nie wiem po co, skoro i tak jest ekstremalnie niebezpieczny (pisze że wdychanie oparów grozi śmiercią)).
W każdym razie nawet to nie rusza wosku.
Zwykłego parafinowego zresztą też. Trochę mnie to dziwi.
Frezowania i odlewania jeszcze nie skończyłem, ale już mam zastępczą technikę na punkty 1 i 2. Po prostu drukowanie woskiem.
Już robiłem testy i wygląda na to że będzie to szło. Zaprojektowałem sobie ekstruder z pompą zębatą, i przy najbliższym pojawieniu się gotówki porobię testy już na maszynie (na razie robiłem testy z ręki).
Drukowanie rozwiązało by problem generowania plików, bo do drukowania przejazdy się generuje warstwami i tu byle jaki program sobie poradzi. Zresztą są dedykowane programy do drukarek i już je testowałem.
Rozwiązuje się też problem jam skurczowych i ogólnie odlewania brył do obróbki (choćby czasu straconego na ich odlewanie).
Skurcz przy drukowaniu oczywiście też występuje, ale z tego co widzę nitka zastyga tuż za ekstruderem i kurczy się na średnicy. Długość utrzymuje, i nie pęka. A sam spadek średnicy można skompensować kalibracją drukarki.
Ale do rozwiązania został punkt 3. Czy to przy frezowaniu czy drukowaniu.
Więc tu moje pytanie: czy ktoś wie czy normalna terpentyna rozpuści ten wosk? (albo wosk parafinowy)
Bo mi już szkoda kasy na kolejny rozpuszczalnik. A jechać do Castoramy i jak nikt nie widzi odkręcać butelki i sprawdzać mając kawałek wosku w ręku to trochę lipa.
1. Problemem jest przygotowywanie plików do obróbki. Po prostu to co generują różne darmowe programy to jakaś sieczka. Robienie ścieżek ręcznie to z kolei masakra.
Zleciłem koledze wygenerowanie ścieżek w jakimś profesjonalnym programie, bo już mam tego dosyć.
2. Poza tym pojawiły się problemy z odlewaniem większych brył do frezowania.
Odlew o grubości większej niż z 5cm po prostu pęka.
A w środku siedzi ogromna jama skurczowa. Na oko skurcz przekracza 10%.
Próbowałem odlewania w ogrzewanym delikatnie pojemniku (pojemnik oczywiście poza tym izolowany cieplnie) żeby znacznie opóźnić krzepnięcie. Nic to nie dało.
Próbowałem podgrzewania strefowego żeby przesunąć w to miejsce jamę skurczową, ale też efektu brak. Jama się przesuwa ale pod koniec studzenia odlew pęka i tak, i pęknięcie idzie przez cały odlew. Dodatkowo pęknięcie się rozdziela i odlew pęka nie na 2 a więcej kawałków
Ostatecznie poradziłem sobie robiąc dużo większy odlew. Popękał, ale poszczególne kawałki są dostatecznie duże żebym je wykorzystał.
3. I trzeci problem. Po odlaniu i zastygnięciu żywicy nie udało mi się usunąć wosku.
Wcześniej jakimś rozpuszczalnikiem zdawało mi się że udało mi się skleić dwa kawałki wosku. No ale chyba tylko zdawało mi się.
Bo teraz rozpuszczanie nie idzie.
Nitro, aceton, coś na bazie heksanu, toluenu, ksylenu, czy benzyna ekstrakcyjna: nic nie rusza tego wosku.
Na próbę zostawiłem na noc wióry wosku w mieszaninie wszystkich rozpuszczalników jakie miałem, i rano zdziwienie: nic nie rozpuszczone.
Zamówiłem terpentynę, i ku mojemu zdziwieniu przyszedł jakiś zamiennik o "obniżonej zawartości węglowodorów aromatycznych" (tylko nie wiem po co, skoro i tak jest ekstremalnie niebezpieczny (pisze że wdychanie oparów grozi śmiercią)).
W każdym razie nawet to nie rusza wosku.
Zwykłego parafinowego zresztą też. Trochę mnie to dziwi.
Frezowania i odlewania jeszcze nie skończyłem, ale już mam zastępczą technikę na punkty 1 i 2. Po prostu drukowanie woskiem.
Już robiłem testy i wygląda na to że będzie to szło. Zaprojektowałem sobie ekstruder z pompą zębatą, i przy najbliższym pojawieniu się gotówki porobię testy już na maszynie (na razie robiłem testy z ręki).
Drukowanie rozwiązało by problem generowania plików, bo do drukowania przejazdy się generuje warstwami i tu byle jaki program sobie poradzi. Zresztą są dedykowane programy do drukarek i już je testowałem.
Rozwiązuje się też problem jam skurczowych i ogólnie odlewania brył do obróbki (choćby czasu straconego na ich odlewanie).
Skurcz przy drukowaniu oczywiście też występuje, ale z tego co widzę nitka zastyga tuż za ekstruderem i kurczy się na średnicy. Długość utrzymuje, i nie pęka. A sam spadek średnicy można skompensować kalibracją drukarki.
Ale do rozwiązania został punkt 3. Czy to przy frezowaniu czy drukowaniu.
Więc tu moje pytanie: czy ktoś wie czy normalna terpentyna rozpuści ten wosk? (albo wosk parafinowy)
Bo mi już szkoda kasy na kolejny rozpuszczalnik. A jechać do Castoramy i jak nikt nie widzi odkręcać butelki i sprawdzać mając kawałek wosku w ręku to trochę lipa.
-
mc2kwacz
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2920
- Rejestracja: 27 maja 2013, 22:18
- Lokalizacja: gdzieś
Parafina wytrąca się w zimnie z oleju napędowego, więc także powinna się w nim w cieple rozpuszczać. Olej napędowy ma tę zaletę, że za bardzo nie śmierdzi i trudno go zapalić niechcący.
Spróbowałbym też benzyny LAKOWEJ (śmierdzi) albo terpentyny (śmierdzi jeszcze bardziej). Obydwa rozpuszczalniki powinny dawać radę.
Inna sprawa to prędkość reakcji. Na pewno warto podgrzać trochę. Oczywiście uwaga - pożar, zatrucie.
Zdecydowanie polecam zamiast parafiny specjalne żywicę w postaci płyt, do frezowania form. Tanie to nie jest ale ma rewelacyjne właściwości. Można skrawać ścianki cienkie jak papier. Z tego robi się odlew silikonowy i dopiero silikon jest formą właściwą. Odwzorowanie jest na poziomie mikrorysek.
Formy z parafiny, to praktycznie tyko do odlewów "hutniczych".
Spróbowałbym też benzyny LAKOWEJ (śmierdzi) albo terpentyny (śmierdzi jeszcze bardziej). Obydwa rozpuszczalniki powinny dawać radę.
Inna sprawa to prędkość reakcji. Na pewno warto podgrzać trochę. Oczywiście uwaga - pożar, zatrucie.
Zdecydowanie polecam zamiast parafiny specjalne żywicę w postaci płyt, do frezowania form. Tanie to nie jest ale ma rewelacyjne właściwości. Można skrawać ścianki cienkie jak papier. Z tego robi się odlew silikonowy i dopiero silikon jest formą właściwą. Odwzorowanie jest na poziomie mikrorysek.
Formy z parafiny, to praktycznie tyko do odlewów "hutniczych".
-
atom1477
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2789
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
Oczywiście terpentynę miałem w planie, niestety nie udało mi się jej kupić.
Szukałem po necie, aż w końcu postanowiłem sam na mieście po sklepach chemicznych poszukać (bo można samemu na miejscu sprawdzić skład).
I się raz nawet trochę ze sprzedawcą pokłóciłem.
Ja: Czy jest terpentyna, ale taka prawdziwa a nie zamienniki?
Sprzedawca: Jest.
Ja: Ale prawdziwa?
Sprzedawca: Tak. O tu. (I pokazuje mi. Patrzę na pojemnik i z daleka po logu widzę że to zamiennik.)
Ja: No go pokaż pani to. (I pokazuję opis produktu: "syntetyczny zamiennik terpentyny balsamicznej o zmniejszonej zawartości czegoś tam".)
Sprzedawca. Hm. No ale to jest prawdziwa terpentyna.
Ja: No jak? Przecież skład pokazałem.
Sprzedawca: No ale to jest bardzo dobrej jakości.
Ja: No ale to zamiennik. To dziękuję. Do widzenia.
I tyle było moich poszukiwań czystej chemicznej terpentyny.
Szukałem po necie, aż w końcu postanowiłem sam na mieście po sklepach chemicznych poszukać (bo można samemu na miejscu sprawdzić skład).
I się raz nawet trochę ze sprzedawcą pokłóciłem.
Ja: Czy jest terpentyna, ale taka prawdziwa a nie zamienniki?
Sprzedawca: Jest.
Ja: Ale prawdziwa?
Sprzedawca: Tak. O tu. (I pokazuje mi. Patrzę na pojemnik i z daleka po logu widzę że to zamiennik.)
Ja: No go pokaż pani to. (I pokazuję opis produktu: "syntetyczny zamiennik terpentyny balsamicznej o zmniejszonej zawartości czegoś tam".)
Sprzedawca. Hm. No ale to jest prawdziwa terpentyna.
Ja: No jak? Przecież skład pokazałem.
Sprzedawca: No ale to jest bardzo dobrej jakości.
Ja: No ale to zamiennik. To dziękuję. Do widzenia.
I tyle było moich poszukiwań czystej chemicznej terpentyny.






