




Pytanie mam następujące. Czy w mazatrolu istnieje coś takiego jak cykl toczenia wgłębnego? Mam do wykonania dużą ilość detali o takim i podobnym kształcie:
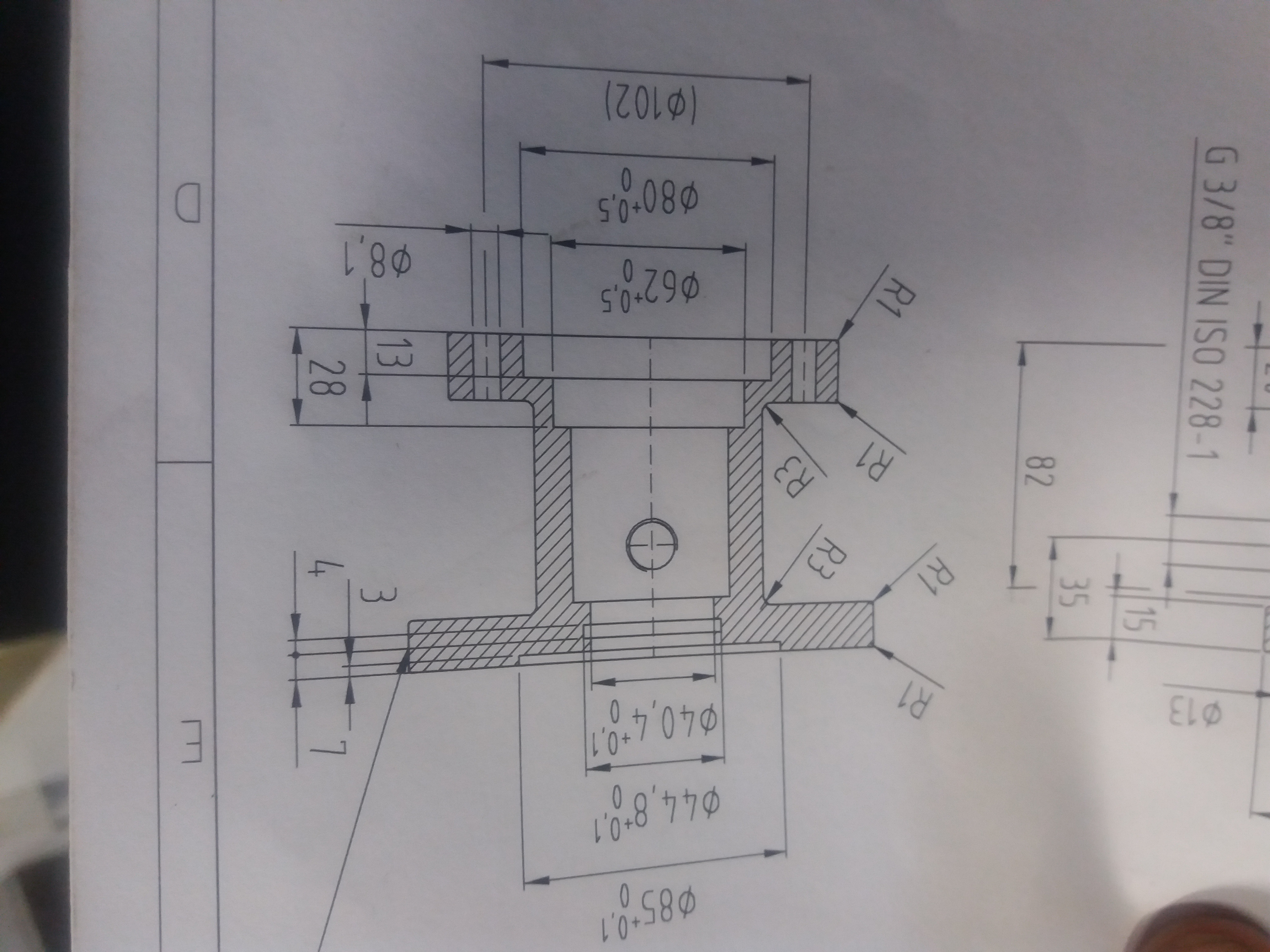
Zdarzają sie też jakieś nieregularne fazy przy przejściu na większe średnice (kołnierze). Do tej pory pracownicy najpierw toczyli średnice mniejszego kołnierza, potem rowek na środku następnie noze lewe i prawe ( czasami na zmianę aby się zmieściły w szerokość rowka) i dopiero obróbka na gotowo ( tymi samymi co zgrubnieno nożami ! ). W shopturnie było coś takiego jak toczenie wgłębne kontury. Pomożecie? Pozdrawiam. Tomek.


")






