



")
Witam,
Mam do obróbki rurkę o średnicy wewnętrznej 22mm. Na gotowo rurka ma mieć wymiar 22,6-22,7.
Do dyspozycji mam noż tokarski firmy kennametal o średnicy trzonka16mm i kącie 95 stopni.
Płytka to CCMT09 kąt 80 stopni i promień 0,4.
Maszyna to stary Mazak z obrotami max 3000
Czy przy takich narzędziach i parametrach(bardzo małe ap) jestem w stanie uzyskać ładną powierzchnie na detalu? Próbowałem się bawić obrotami i posuwem, ale niestety bez dobrego rezultatu:/
Pozdrawiam
Dobór parametrów skrawania


")
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 7977
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Dobór parametrów skrawania
Takim nożem zrobiszmaciu1991 pisze:Witam,
Mam do obróbki rurkę o średnicy wewnętrznej 22mm. Na gotowo rurka ma mieć wymiar 22,6-22,7.
Do dyspozycji mam noż tokarski firmy kennametal o średnicy trzonka16mm i kącie 95 stopni.
Płytka to CCMT09 kąt 80 stopni i promień 0,4.
Maszyna to stary Mazak z obrotami max 3000
Czy przy takich narzędziach i parametrach(bardzo małe ap) jestem w stanie uzyskać ładną powierzchnie na detalu? Próbowałem się bawić obrotami i posuwem, ale niestety bez dobrego rezultatu:/
Pozdrawiam
http://www.e-darmet.pl/noz-tokarski-wyt ... d-891.html
.... dobrze naostrz i ustaw w osi.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
jasiu...
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 5345
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Problemem jest "bardzo małe ap". Wiór musi powdstać, nóż nie może ścierać materiału, zamiast skrawać. Wiem, sztywność układu wymusza ograniczenie sił, a więc niektórzy kombinują ze zmniejszaniem posuwu, czy warstwy skrawaniem, ale tak się nie da. Czasem rurkę trzeba włożyć w podtrzymkę, czasem zmniejszyć promień naroża płytki, co pozwoli na stosowanie mniejszych warstw skrawania, czy posuwów.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 11575
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
W rzeczy samej, dlatego że:jasiu... pisze:Problemem jest "bardzo małe ap". Wiór musi powstać, nóż nie może ścierać materiału, zamiast skrawać. Wiem, sztywność układu wymusza ograniczenie sił, a więc niektórzy kombinują ze zmniejszaniem posuwu, czy warstwy skrawaniem, ale tak się nie da... czasem zmniejszyć promień naroża płytki, co pozwoli na stosowanie mniejszych warstw skrawania, czy posuwów.
Zasadniczo, głębokość skrawania nie powinna być mniejsza niż 2/3 promienia naroża a posuw 1/2 promienia naroża.
Gdy zwiększa się głębokość skrawania, siły poprzeczne próbujące odepchnąć płytkę od skrawanej powierzchni zostają zmienione na siły poosiowe. I odwrotnie, kiedy zmniejszamy głębokość skrawania siły poosiowe maleją a siły promieniowe odpychające płytkę zwiększają się
http://www.sandvik.coromant.com/pl-pl/k ... ose_radius

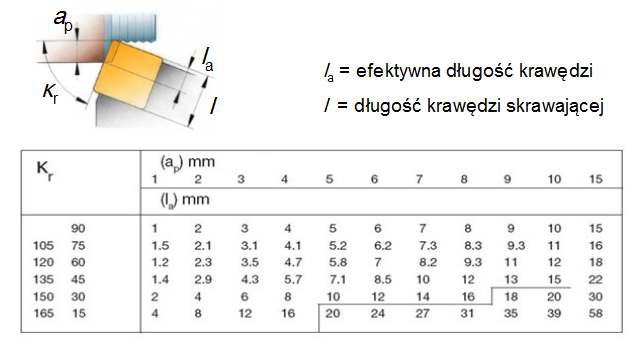
gdyż w istocie przy relatywnie dużym promieniu naroża rɛ i zmniejszaniu głębokości skrawania ap zmniejsza się sumaryczny kąt przystawienia krawędzi skrawającej Kr oraz efektywna długość czynnej krawędzi skrawającej Ia
Dlatego do skrawania bardzo małych głębokości ap lepiej stosować noże z płytką lutowaną z kątem wierzchołkowym zaszlifowanym "na ostro", bądź takież płytki(niestety rzadko spotykane są płytki z rɛ<0,2mm)
Należy wtedy także dla zmniejszenia chropowatości Rmax powierzchni zmniejszyć posuw fn do wartości jak najmniejszej (zalecana wielkość fn to 0,5 rɛ, ale przy "ostrym" kącie naroża może to być niemożliwe do uzyskania lub nieekonomiczne czasowo)
pozdrawiam,
Roman
Roman






