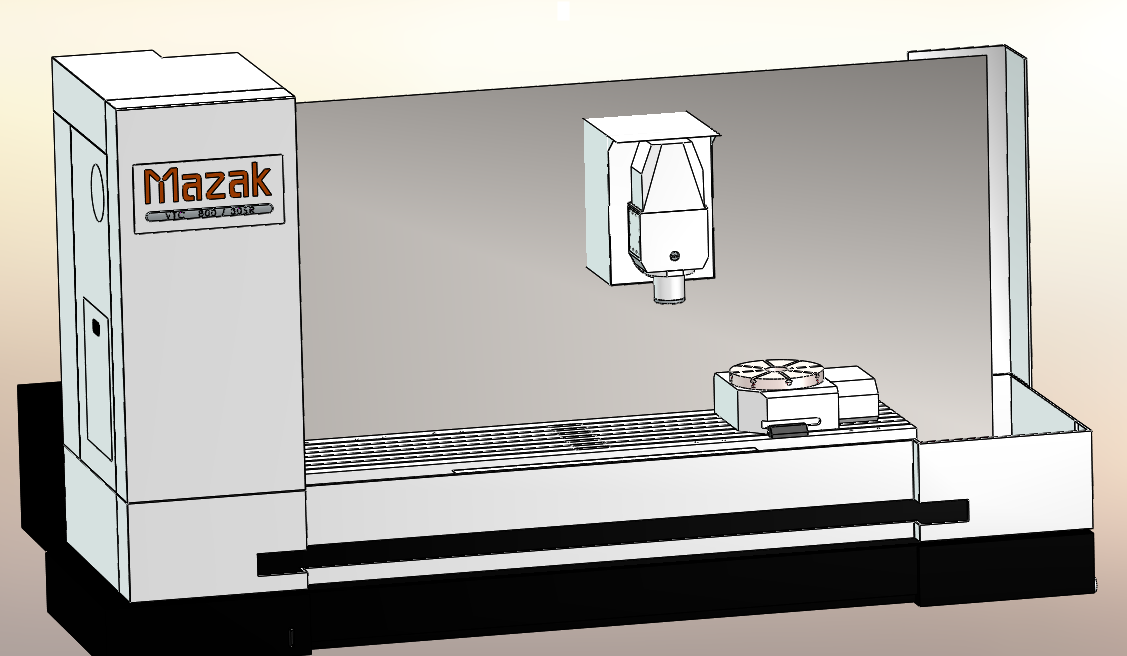
Mazak VTC800\30SR
: 09 lis 2016, 21:53
Witam.
Czy posiada ktoś z kolegów instrukcje w języku polskim do maszyny wspomnianej w temacie ?
Najbardziej interesuje mnie temat korekcji długości narzędzi, z tego co wyczytałem na forum i w sieci to wygląda to tak (jeśli się mylę to proszę mnie poprawić:
1. Korzystając z programu mazatrol nie muszę myśleć o korekcji długości ponieważ jest automatycznie wczytywana z tabeli narzędzi z komórki "długość" ?
2. Jeśli używam programu EIA/ISO muszę włączyć korekcję G43 w programie oraz wpisać np H1 - jeśli długość narzędzia jest wpisana w tabeli offsetów w pierwszej komórce. Tutaj mam pytanie co jeśli chcę aby zarówno H jak I D miało odwołanie do pierwszej komórki ( G43 H1 D1) ?
Wyczytałem że można parametrami przestawić aby długość oraz średnica narzędzia były wczytywane z danych narzędzi mazatrol. Czy wtedy również wpisuje G43 ? Dowiedziałem się również, że może wczytywać korekcje z automatu po wybraniu narzędzia więc domyślam się, że wtedy G43 H1 jest zbędne ? Jak na to zareaguje G43.4 dla płynnych 5 osi ?
W danych narzędzi są komórki AKT-D i KOR.DŁUG a obok nich Nr, co się wpisuje w wszystkie wymienione ?
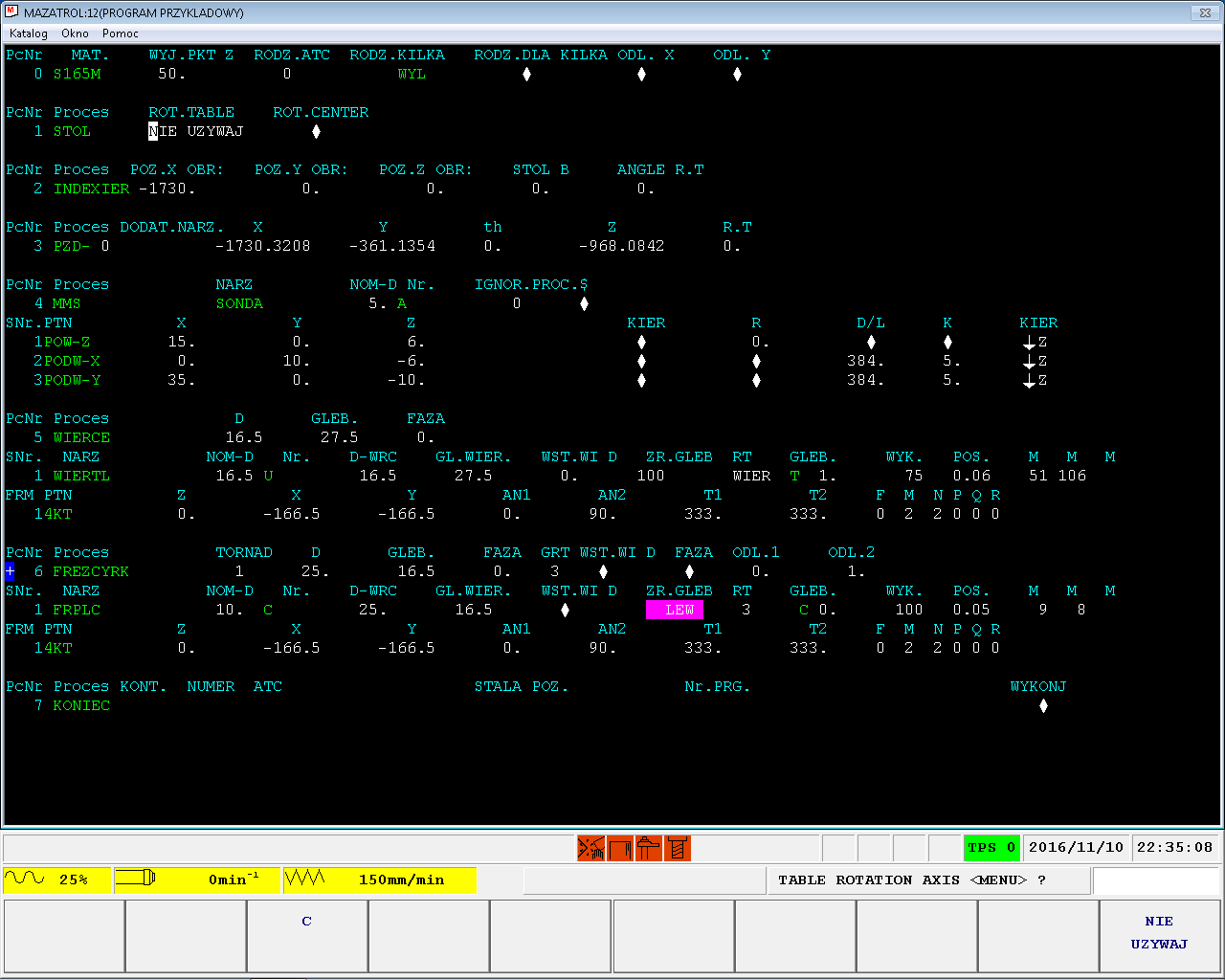
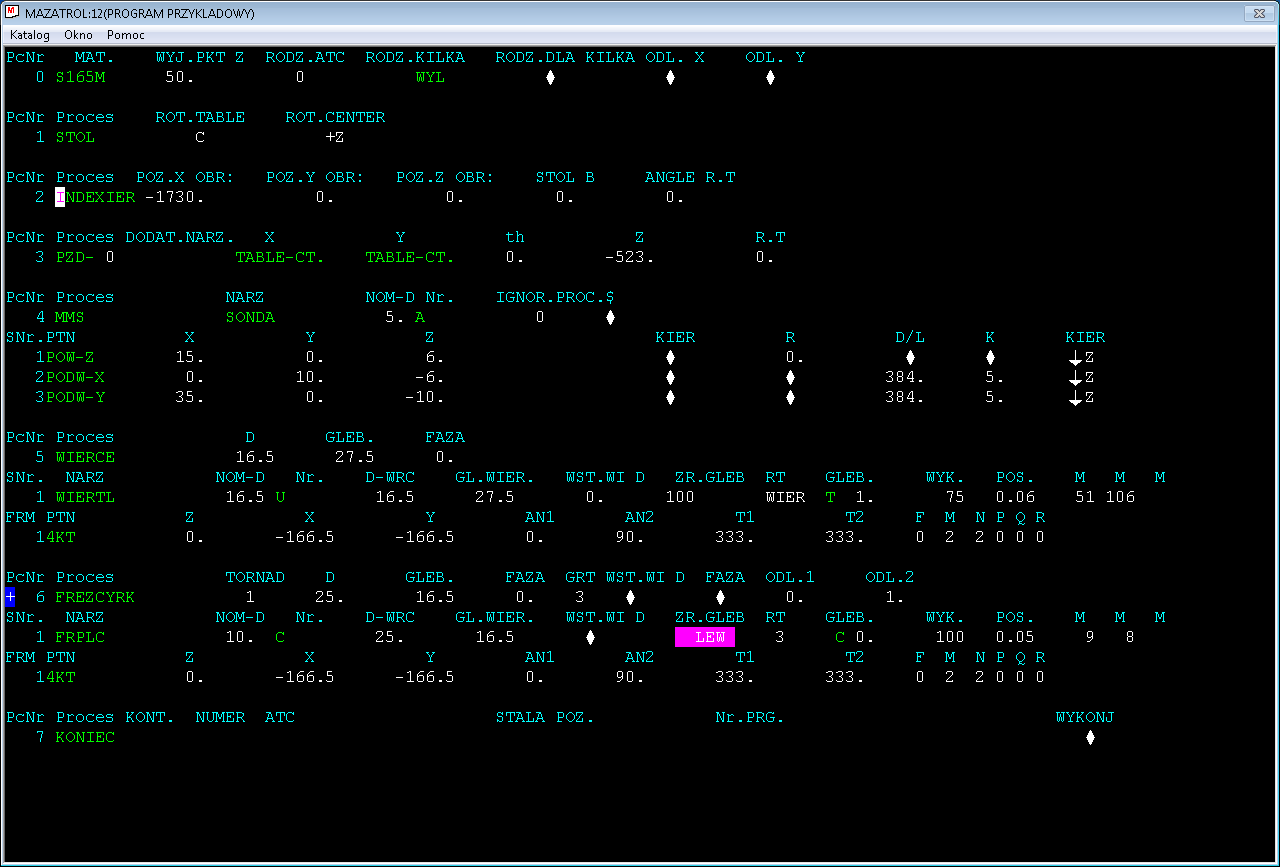
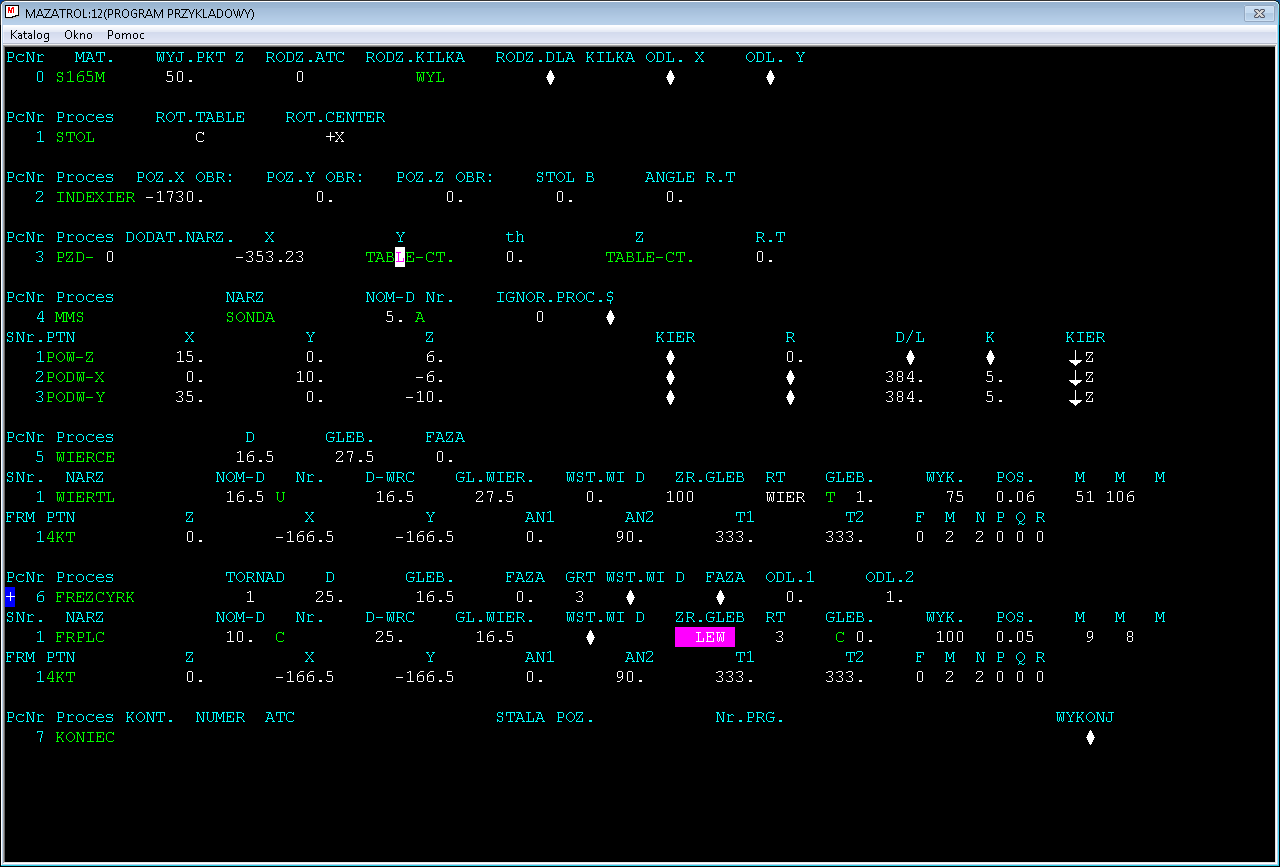
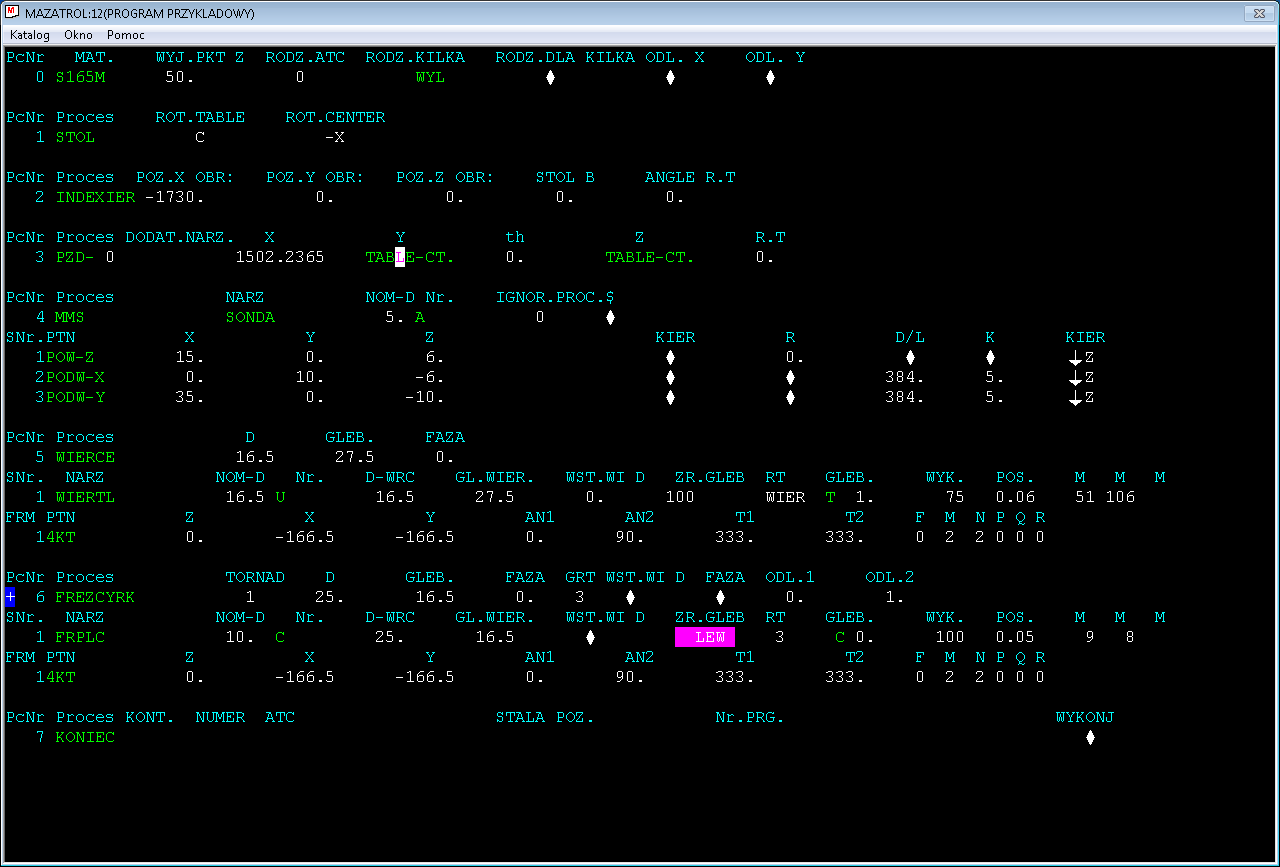
3. Czy w MATRIXIE działa G68.2 czy tylko G68 ? Czy działa to również dla 5 osi którą jest oś obrotowa "C" i może ona pracować zarówno stojąco jak i leżąco. Skąd sterownik wie czy 5 os obraca się wokół osi Z czy X ? Znalazłem tylko informacje w które parametry wpisać jej środek ale o zwrocie nic nie znalazłem. Wiec tu pytanie, jak G68 czu G43.4 ma działać prawidłowo bez takich danych ? Może jest jakaś procedura do kalibracji kinematyki maszyny ?
Czy posiada ktoś z kolegów instrukcje w języku polskim do maszyny wspomnianej w temacie ?
Najbardziej interesuje mnie temat korekcji długości narzędzi, z tego co wyczytałem na forum i w sieci to wygląda to tak (jeśli się mylę to proszę mnie poprawić:
1. Korzystając z programu mazatrol nie muszę myśleć o korekcji długości ponieważ jest automatycznie wczytywana z tabeli narzędzi z komórki "długość" ?
2. Jeśli używam programu EIA/ISO muszę włączyć korekcję G43 w programie oraz wpisać np H1 - jeśli długość narzędzia jest wpisana w tabeli offsetów w pierwszej komórce. Tutaj mam pytanie co jeśli chcę aby zarówno H jak I D miało odwołanie do pierwszej komórki ( G43 H1 D1) ?
Wyczytałem że można parametrami przestawić aby długość oraz średnica narzędzia były wczytywane z danych narzędzi mazatrol. Czy wtedy również wpisuje G43 ? Dowiedziałem się również, że może wczytywać korekcje z automatu po wybraniu narzędzia więc domyślam się, że wtedy G43 H1 jest zbędne ? Jak na to zareaguje G43.4 dla płynnych 5 osi ?
W danych narzędzi są komórki AKT-D i KOR.DŁUG a obok nich Nr, co się wpisuje w wszystkie wymienione ?
3. Czy w MATRIXIE działa G68.2 czy tylko G68 ? Czy działa to również dla 5 osi którą jest oś obrotowa "C" i może ona pracować zarówno stojąco jak i leżąco. Skąd sterownik wie czy 5 os obraca się wokół osi Z czy X ? Znalazłem tylko informacje w które parametry wpisać jej środek ale o zwrocie nic nie znalazłem. Wiec tu pytanie, jak G68 czu G43.4 ma działać prawidłowo bez takich danych ? Może jest jakaś procedura do kalibracji kinematyki maszyny ?