")
Post dotyczy Mori Seiki NL2500 SMC/700.
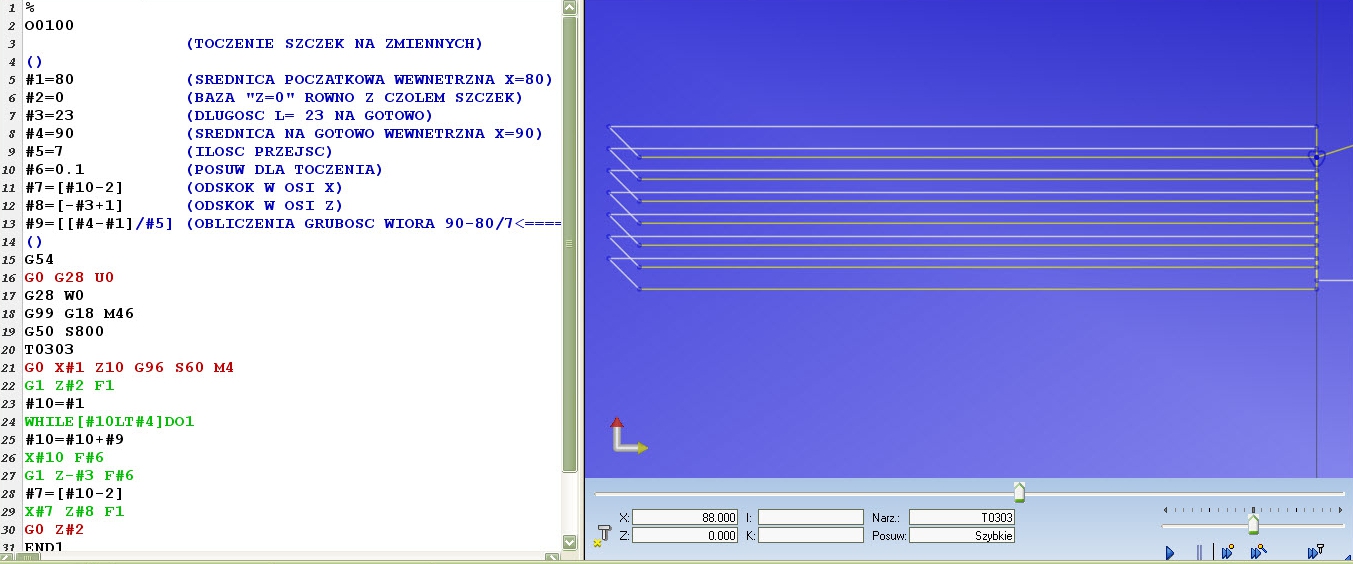
Dla przykładu posłużę się niewielkim programem do roztaczania szczęk tokarskich.
Czyli mamy:
Średnica początkowa wewnętrzna X=80 mm
Średnica końcowa na gotowo wewnętrzna X=90 mm
Długość na gotowo L=23 mm
Kod: Zaznacz cały
%
O60("G54" ROZTACZANIE FI SZCZEK ORAZ DLUGOSCI "L")
(UCHWYT GLOWNY "G54")
(BAZA "Z=0" ROWNO Z CZOLEM SZCZEK)
(PROGRAM DLA SREDNICY SZCZEK ORAZ DLUGOSCI "L" JAK PONIZEJ)
(SREDNICA POCZATKOWA WEWNETRZNA X=80)
(SREDNICA NA GOTOWO WEWNETRZNA X=90)
(DLUGOSC L= 23 NA GOTOWO)
(===================================)
(PIERWSZE NARZEDZIE OBROBKA ZGRUBNA)
N10 G54
N15 M5
N20 G28 U0
N25 G99 G18 M46
N30 G50 S600
N35 G0 T0303
(ZALECANA PLYTKA R=0.8)
N40 G96 S60 M4
N45 X80.
N50 Z2.
N55 G1 Z-22.9 F0.05 M8
N60 G0 X78.55 Z-22.1
N65 Z2.
N70 X81.6
N75 G1 Z-22.9
N80 G0 X80.15 Z-22.1
N85 Z2.
N90 X83.2
N95 G1 Z-22.9
N100 G0 X81.75 Z-22.1
N105 Z200. M09
N110 G28 U0
N115 M1
N120 M69
N125 M5
N130 G99 G18 M46
N135 G50 S600
N140 G54
N145 G0 T0303 (ZALECANA PLYTKA R=0.8)
N150 G96 S60 M4
N155 X84.8
N160 Z2.
N165 G1 Z-22.9 F0.05 M8
N170 G0 X83.35 Z-22.1
N175 Z2.
N180 X86.4
N185 G1 Z-22.9
N190 G0 X84.95 Z-22.1
N195 Z2.
N200 X88.
N205 G1 Z-22.9
N210 G0 X86.55 Z-22.1
N215 Z2.
N220 X89.6
N225 G1 Z-22.9
N230 G0 X88.15 Z-22.1
N235 Z200. M09
N240 G28 U0
N245 M1
(===================================)
(DRUGIE NARZEDZIE OBROBKA NA GOTOWO)
(UWAGA! FAZKA NA DLUGOSCI L= -7.6mm)
N250 M69
N255 G99 G18 M46
N260 G50 S1000
N265 G54
N270 G0 T0303 (ZALECANA PLYTKA R=0.4)
N275 G96 S650 M4
N280 X100.
N285 Z2.
N290 G1 X100. Z-5.1 F0.04 M8
N295 G1 X90. Z-10.1
N300 G1 Z-23.
N305 G0 X88.55 Z-22.2
N310 Z2.
N315 X78. M9
N320 Z-21.
N325 G1 Z-23. F0.04 M8
N330 G1 X90.
N335 G0 X88.55 Z-22.2
N340 Z2.
N345 G0 Z200. M09
N350 G28 U0
N355 M30
%Następnie powiedzmy że chcę wykonać roztaczanie szczęk o innej średnicy początkowej X=100 mm i końcowej X=120 mm oraz innej długości L=20 mm.
Teraz chciałbym tylko w tym samym programie „makrze” zmienić zmienne X oraz L na nowe. Pytanie czy to wystarczy ? czy program już sam obliczy ilość przejść, wartość materiału do zbierania?, co wydaje mi się to mało prawdopodobne. Jeśli nie ma takiej możliwości to jako dodatkowe zmienne można dodać np. A= Ilość przejść, lub B=wartość materiału do zbierania?.
Proszę chociaż o naprowadzenie, wyjaśnienie...
Domyślam się że mój opis jest chaotyczny, mam problem ze zrozumieniem pisania i działania makr CNC. Natomiast powiedzmy że w excelu sobie radzę, więc minimalne podstawy są.
Zamieszczam link do literatury, opis pisania makr dla tej obrabiarki.
PS Trochę nie w temacie. Rozważam odbycie kursu CNC, firm świadczących takie usługi jest trochę, może jakieś polecenie?



")