



Potrzebuję wydłużyć czas przedmuchu wrzeciona po obróbce z chłodzeniem przez wrzeciono (kod M51)
Któy parametr za to odpowiada??
Parametr przedmuchu wrzeciona po korzystaniu z M51


-
djronin
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 262
- Rejestracja: 22 kwie 2011, 01:19
- Lokalizacja: Jarocin

Również się podłączę do tematu z tym że mi chodzi o to że gdy wybiorę przykładowo wiertło z chłodzeniem centralnym to zanim chłodziwo zacznie lecieć to wiertło jest już w materiale i jak zagłębia się bez chłodzenia to lecą iskry... czy można zaprogramować parametrem przerwę po wybraniu narzędzia z chłodzeniem M51?? aktualnie podnoszę w tpc odstęp bezpieczny z 3 na 8 mm ale inne narzędzia z chłodzeniem zew pracujące w tym samym procesie nie potrzebują tej zmiany dlatego lepiej było by ustawić przerwę po wybraniu narzędzia.
Pozdrawiam Artur
Pozdrawiam Artur
...Programowanie ma to do siebie, że urzeczywistnienie nawet najbardziej
oczywistego pomysłu jest znakomitą definicją słowa "frustracja"...
oczywistego pomysłu jest znakomitą definicją słowa "frustracja"...
-
grismo
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 8
- Rejestracja: 25 kwie 2013, 08:19
- Lokalizacja: polska
Marrasss,
Ścieżka jest następująca:
Parameters -> PLC Parameters -> TIM
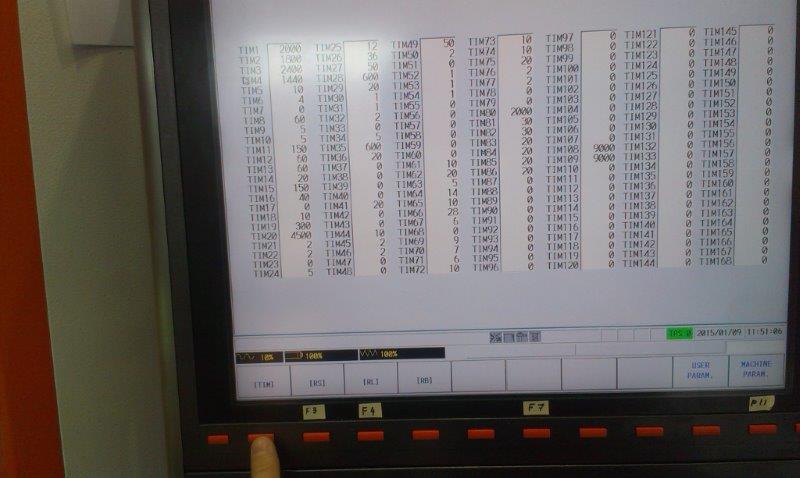
dotyczy to sterownika Matrix 2.
Djronin,
do tej pory nie spotkałem się z takim ustawieniem, aż muszę sprawdzić jak to działa u nas na maszynie. Rzadko używam dojazdów na 100%, bo masówki nie robimy, więc każdy program jest inny.
Pozdrawiam
Grzesiek
Ścieżka jest następująca:
Parameters -> PLC Parameters -> TIM
dotyczy to sterownika Matrix 2.
Djronin,
do tej pory nie spotkałem się z takim ustawieniem, aż muszę sprawdzić jak to działa u nas na maszynie. Rzadko używam dojazdów na 100%, bo masówki nie robimy, więc każdy program jest inny.
Pozdrawiam
Grzesiek






