")
z MAZAROLem T32-2.
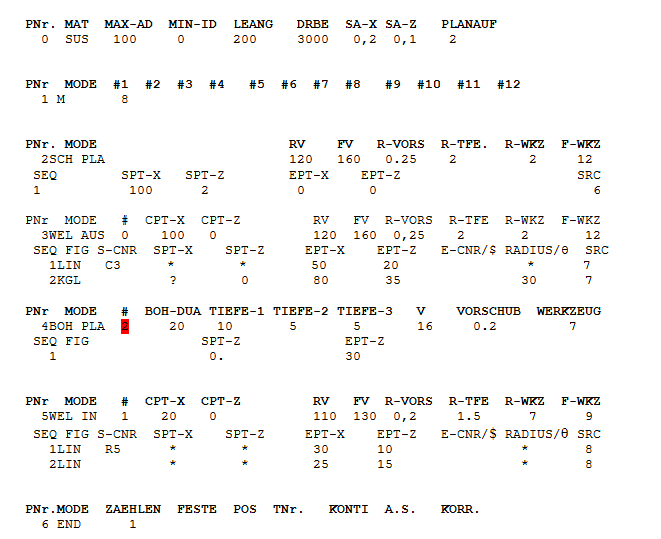
Próbowaliśmy wpisać program w kodach G - żąda programu wg dialogu Mazaka.
Wpisywaliśmy najprostsze programy w dialogu Mazaka - pojawiają sie błędy,
np.: dane wejściowe niekompletne.
W instrukcji programowania jest krótkie wyjaśnienie: skompletuj dane wejściowe
i uruchom program ponownie.
W opiosach do sterowania nie przykładu programu działającego.
I tak wiele razy.
Jak to ugryźć?


")


")