Strona 1 z 2
MAZATROL T32-2 na tok. QuickTurn
: 02 sty 2012, 11:18
autor: c0n0c
Pojawiła się w firmie kilkunastoletnia tokarka sterowana: MAZAK QuickTurn
z MAZAROLem T32-2.
Próbowaliśmy wpisać program w kodach G - żąda programu wg dialogu Mazaka.
Wpisywaliśmy najprostsze programy w dialogu Mazaka - pojawiają sie błędy,
np.: dane wejściowe niekompletne.
W instrukcji programowania jest krótkie wyjaśnienie: skompletuj dane wejściowe
i uruchom program ponownie.
W opiosach do sterowania nie przykładu programu działającego.
I tak wiele razy.

Jak to ugryźć?
: 02 sty 2012, 12:26
autor: mdg
c0n0c pisze:Jak to ugryźć?
Macie opisane narzędzia? Macie ustanowiony punkt "0" na przedmiocie?
Chyba wiem, skąd macie tą tokarkę

: 02 sty 2012, 13:24
autor: c0n0c
Opisy narzędzi pozostały po porzednum włascicieku.
Menu CNC jest po niemiecku, wolelibyśmy angielski - krótsze słowa, wiecej wejdzie na ekran.
Maszyna przyjechała zza granicy, jest ładna.

: 02 sty 2012, 16:53
autor: ArturMAZAK
Witam,
w trakcie rozpoczęcia pisania programu, automatycznie wyskakuje linijka, którą trzeba wypełnić, nie zależnie czy będziesz programował w ISO czy z cykli mazatrola.
nazywa sie to proces danych wspólnych czy jakoś tak...
należy tam wybrać materiał, ograniczenie obrotów naddatki na wyk itp...
: 02 sty 2012, 20:18
autor: rafalxfiles
Więc potrzebujecie napisać program w mazatrolu. i tyle..
Jak nie umiecie to musicie sobie znaleźć kogoś kto wam napisze (nauczy was pisac). I tyle.
: 13 sty 2012, 09:47
autor: c0n0c
Operator jest doświadczony i programuje "z palca" od lat.
Zna ponad kilkanaście różnych systemów CNC,
zaczynał w czasach NC, kiedy taśma perfo nie była jeszcze w użyciu...

Wystarczyłby krótki listing najprostszego acz działającego programu,
coś, czego nie ma w dokumentacji i w pustej pamięci programów CNC...

: 13 sty 2012, 17:20
autor: rafalxfiles
Przykładowe programy masz na końcu książki od mazatrola.. tam jest wszystko opisane..
Tyle, że co Ci po doświadczonym pracowniku jak nie pracował na mazaku to będzie się teraz męczył miesiąc.. a mogli byście komuś zapłacić pare groszy za przeszkolenie.. i za 2 dni maszyna by śmigała.. no ale jak macie czas i pieniądze to się bawcie..
: 16 sty 2012, 09:47
autor: c0n0c
Słusznie.
Potrzeba nam nowego operatora z rejonu czworoboku:
Wrocław (blisko-) Wschodni - Oleśnica - Bierutów - Oława,
nawet 2-3-ech.
I to nie na chwilę (tzw. okres próbny:), wtedy szkolenie będzie miało sens.
Tamten doświadczony ma kilka maszyn do wyboru na co dzień.
Średnio na operatora przypada 5-6 maszyn CNC,
można więc nieźle się "pobawić".
Maszyny "upierdliwe" w firmie będą sukcesywnie odsprzedawane...

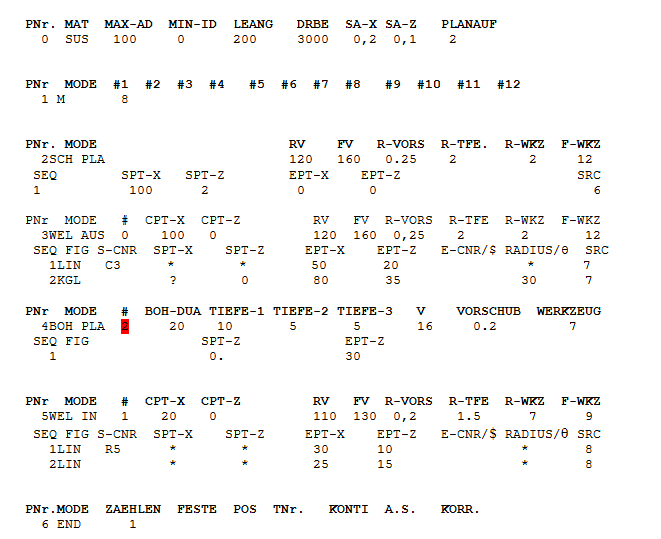
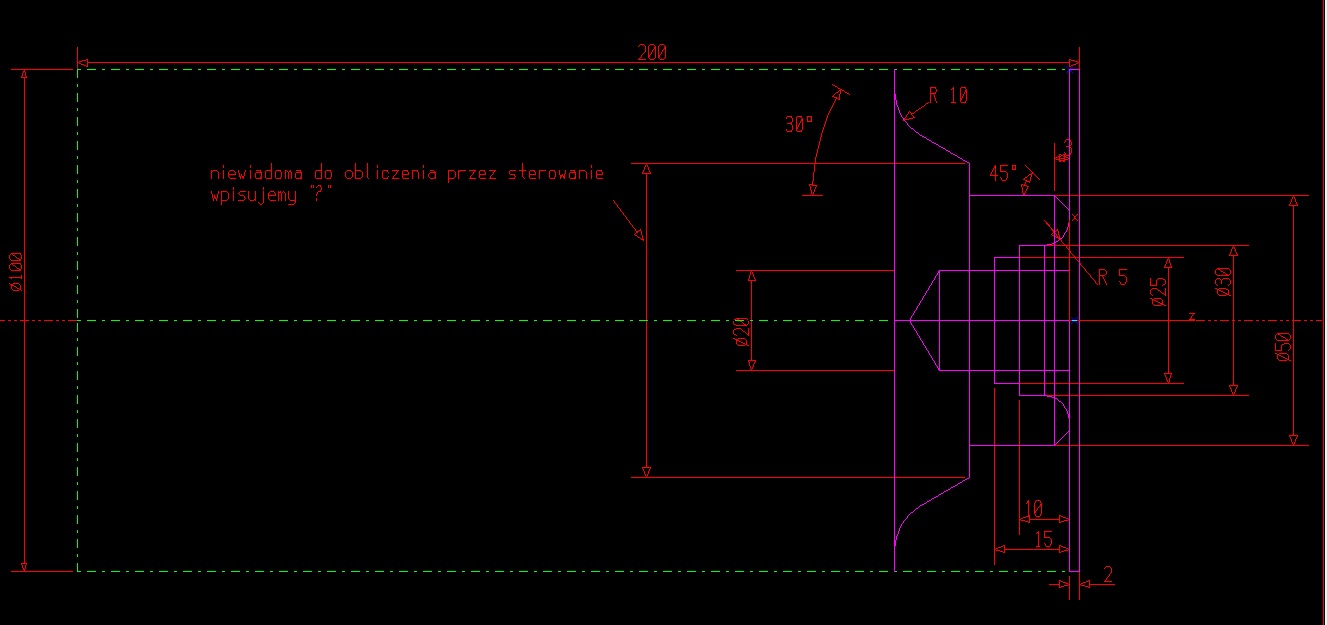
Proszę o listing prostego programu w języku Mazaka
celem wypróbowania maszyny.
: 16 sty 2012, 15:39
autor: dark57
Załączam przykładowy program (w wersji niemieckojęzycznej) z rysunkiem
Powinienem mieć kilka jeszcze jakieś przykłady w książce
Język na angielski da się zmienić jednym z parametrów
: 31 sty 2012, 16:37
autor: tomaszekg1
No niestety w sterowaniu T32 nie da się zmienić języka parametrem jak w późniejszych wersjach mazatrola. Tu język jest na kości pamięci eprom