



Witam,
Panowie próbowaliśmy juz wszystkiego, jednak maszyna dalej nie widzi korekcji promienia narzedzia G41/42, prawdopodobnie przestawiony jest BIT za tą korekcje odpowiedzialny, czy któryś z kolegów miał z tym styczność?
MAZATROL M-32 KOREKCJA G41/42
-
 ArturMAZAK
ArturMAZAK
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 333
- Rejestracja: 23 lis 2009, 16:28
- Lokalizacja: Dzierżoniów


-
djronin
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 262
- Rejestracja: 22 kwie 2011, 01:19
- Lokalizacja: Jarocin

Chodzi Ci o to że gdy wpisujesz taki kod to narzędzie jest prowadzone środkiem?
G0 X-20 Y-10
G1 G41 X0
Y20
X20
Y0
X0
G1 G40 X-20
próbowałeś dodać numer korektora?
czyli:
G0 X-20 Y-10
G1 G41 D10 X0
Y20
X20
Y0
X0
G1 G40 X-20
W korekcjach narzędzi wprowadzasz średnicę freza..
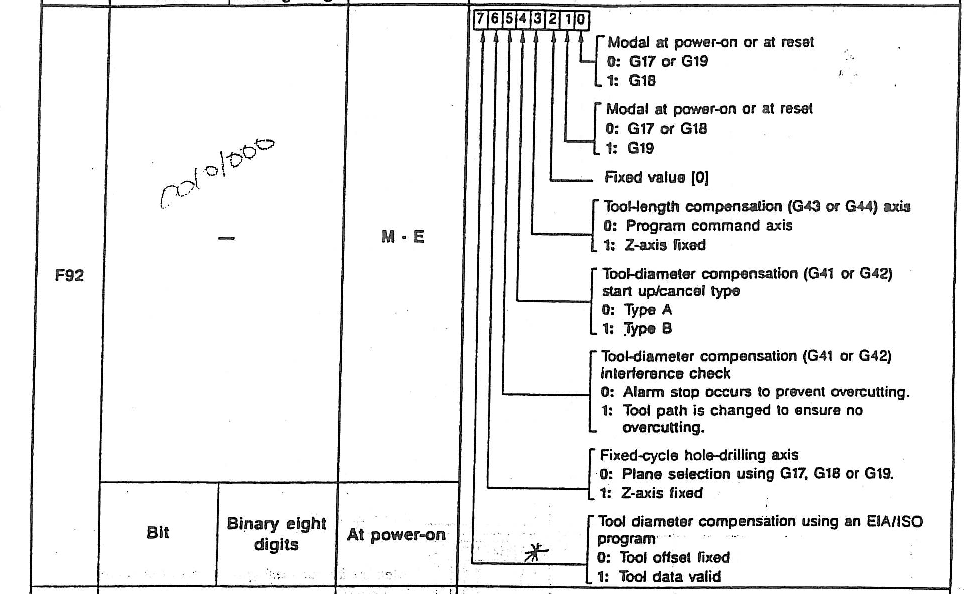
ewentualnie można po ustawieniu w parametrze F92 7 bitu korzystać z geometri narzędzia Mazatrol w programie eia/iso
G0 X-20 Y-10
G1 G41 X0
Y20
X20
Y0
X0
G1 G40 X-20
próbowałeś dodać numer korektora?
czyli:
G0 X-20 Y-10
G1 G41 D10 X0
Y20
X20
Y0
X0
G1 G40 X-20
W korekcjach narzędzi wprowadzasz średnicę freza..
ewentualnie można po ustawieniu w parametrze F92 7 bitu korzystać z geometri narzędzia Mazatrol w programie eia/iso
...Programowanie ma to do siebie, że urzeczywistnienie nawet najbardziej
oczywistego pomysłu jest znakomitą definicją słowa "frustracja"...
oczywistego pomysłu jest znakomitą definicją słowa "frustracja"...






