



")
Mam problem z ploterem fimy X ( na razie nie chce udostępniać nazwy ze względu na trwające postępowanie reklamacyjne, nie chciałbym aby to było odebrane jako atak przeciwko im i zaczęli robić problemy, w każdym razie nie jest to chinczol typowy tylko maszyna z autorskim softem producenta )
Podstawowym problemem na maszynie to powtarzalność, a dokładniej to brak powtarzalności. W momencie gdy wykonałem projekt wycinania tekturki - perforacja 3mm, otwory na formacie 80 x 50 cm, prędkość cięcia 1400mm/min, prędkość przestawcza 5000 mm/min. wycinanie od lewej do prawej, pierwsze cięcie wydaje się w miarę ok na oko jednak wystarczy drugi raz puścić ten sam projekt i zamiast kółek są jajka ... ma problem wyciąć drobnice i wrócić do poprawnych współrzędnych 0,0. tak na prawdę gubienie wymiarów i kroków jest postępowe i rośnie w miarę ilości drobnych elementów, nawet zaryzykowałbym stwierdzenie, że nie tyle ich ilości jak skomplikowania wzoru.
Elektronika wymieniona, sterowniki silników wymienione, paski i mechanika cała ok, brama prosta.
Najważniejsze pytanie brzmi - czy ja jestem zbyt wymagający do maszyn i taka powtarzalność to moje widzi misie ? Pewnie, że zaraz ktoś powie, że prędkość 5000 to 5 razy za dużo. ale po pierwsze producent podaje DO 26 000 /min, po drugie to nawet przy 1000mm potrafi się rozjechać nawet bardziej.
Serwis zaczyna wymieniać całą maszynę w kółko i efekt ten sam, jakieś Wasze doświadczenia w maszynach pokroju Seron, techsol itp. mają podobne problemy z powtarzalnością? Obecnie niedocięte elementy ze sklejki 6mm nie mam po co poprawiać bo prędzej ręką prosto wyłamie "na farta" niż trafi w to samo miejsce
Na dowód fotka
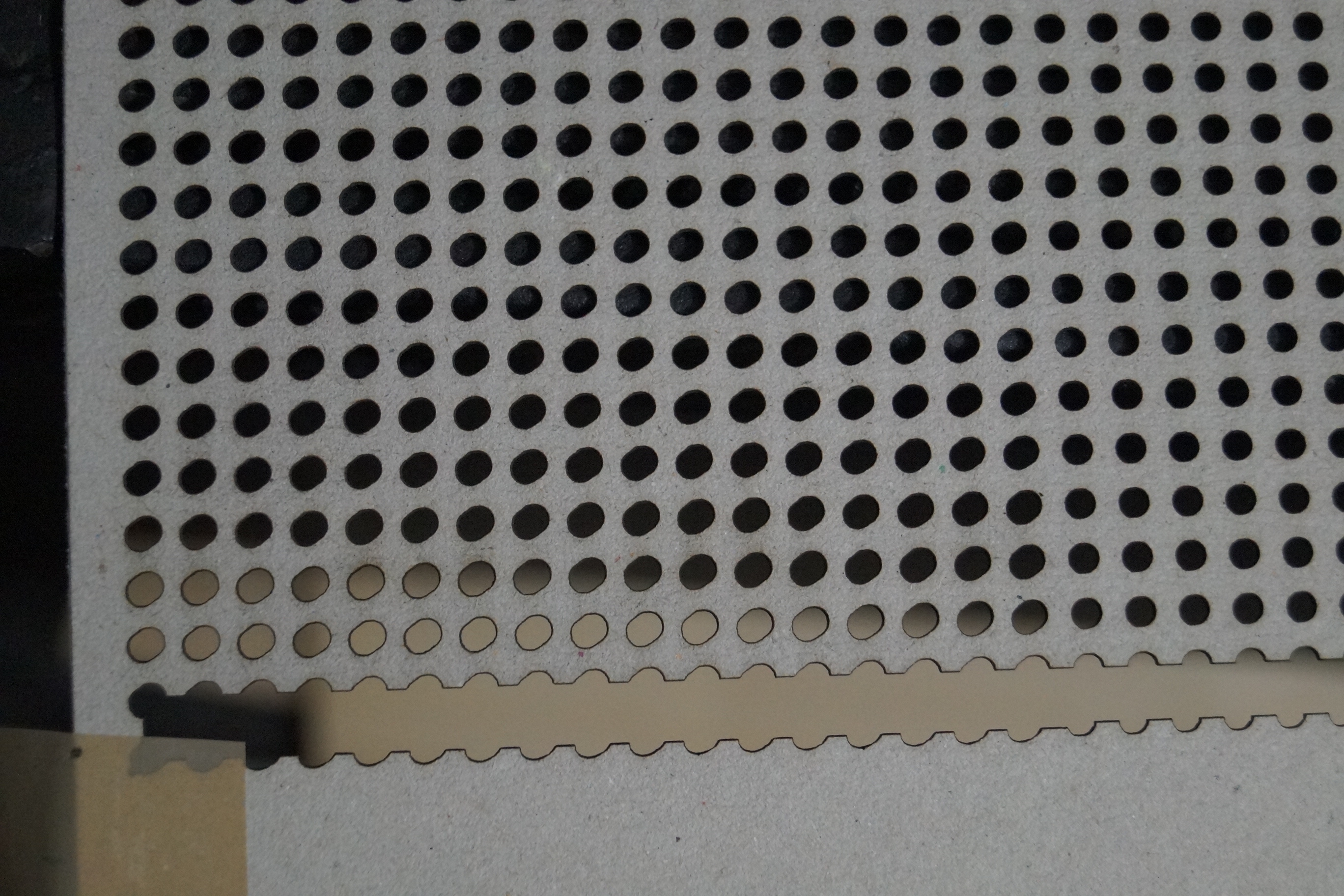
dolne wycięcia nie patrzeć, widać jajko zamiast kółka w pierwszych rzędach, połowę zostawiłem z pierwszego cięcia aby było widać różnice.


")
")

")






