



")
jest bardzo cienka i z podkładem samoprzylepnym, niestety mam problemy z jej grawerowaniem, jak ustawię minimalnie za dużo mocy to od razu graweruje się na wylot do papieru zabezpieczającego klej pod spodem, ale za to szczegóły tj. np. szeryfy w czcionkach ozdobnych nie grawerują się, testowałem mnóstwo ustawień, szybko większą mocą i wolno mniejszą mocą,
folia tnie się bez najmniejszego problemu przy ustawieniu prędkości 50 i 35 % mocy lasera szklanego 60W,
co można zrobić aby szczegóły się grawerowały a w miejscach gdzie napis jest grubszy nie przecinała się folia?
po przetestowaniu bardzo bardzo wielu ustawień myślę czy nie była by do tego potrzebna soczewka np 1,5 cala bo aktualnie mam 2,5 cala.
Jeśli mogło by to pomóc proszę o namiary gdzie można kupić soczewki skupiające.
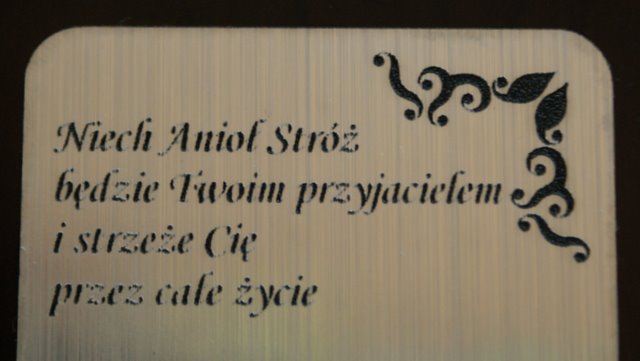
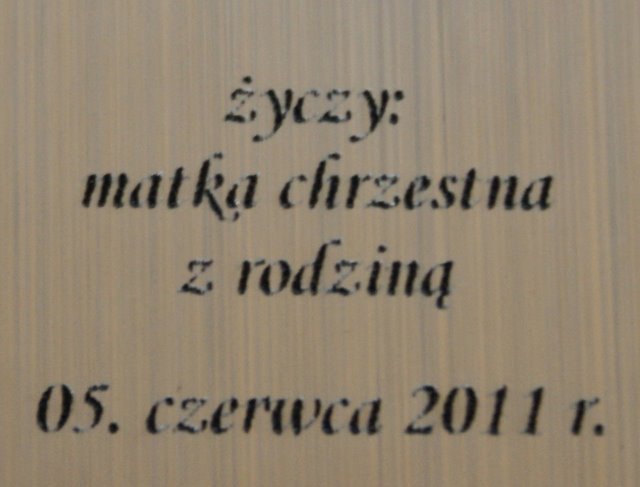
załączam zdjęcie jak to wygląda, czcionka Monotype Corsiva, 12 pkt.
grawer 350 mm/s na 20% mocy (zaznaczam że zmiana na 22% mocy przecina folie a szczegóły i tak są niedograwerowane)
W LaserCut rozdzielczość scan gap. ustawiałem na 0,05 i na 0,01 i nic, włączałem także "zwiększ skale" ExpandScale na różnych ustawieniach i także nic to nie dało.


")

")







