



Witam.
Prawie dwa lata pracuję na laserze MAZAK HyperGear 510 4.0kW. Mam w planach wypalanie aluminium 7mm ,parametry z tabel u nas nie zdają egzaminu na blachach czarnych i to samo raczej bedzie z AL ,może ktoś posiada doświadczenie z takim materiałem .
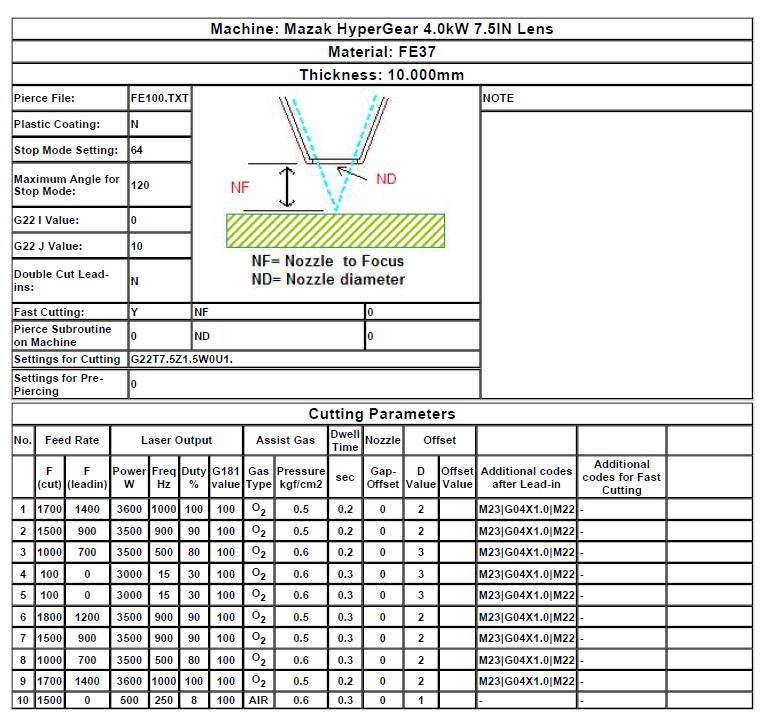
Parametry do aluminium


-
 Emergency_Stop
Emergency_Stop
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 104
- Rejestracja: 03 cze 2009, 17:13
- Lokalizacja: PL
To będzie czyste aluminium?
Zacznij od standardowych parametrów. Dysza 3mm, focus na minus 5 - 7mm i zmniejsz GAP do około 0.7mm
Bardzo ważne w tym wypadku będzie przepalenie. Upewnij się, że piercing wykonany jest pomyślnie. Na kątach porób zaokrąglenia ok 1mm lub pętelki. Jeżeli podczas przepalania głowica będzie szaleć w osi "Z" to na czas samego piercingu wyłącz czujnik pojemnościowy (M31) i uaktywnij go dopiero po pomyślnym wykonaniu najazdu (Prawa kolumna u góry w tablicach technologicznych dla danego materiału i prędkości, zakładka command, tutaj możesz podać M32;). Wpalać możesz się tlenem lub azotem (FAST lub PULS w SiCamie plus kwestia doboru odpowiedniego pliku wpalenia).
Pamiętaj o jeszcze jednej ważnej sprawie. Jak obniżysz focusa na te -5 itp. to wycentruj jeszcze raz dyszę a przynajmniej upewnij się, że środek nie uciekł. Przy takiej grubości grad będzie się pojawiał jednak powinien łatwo schodzić.
powodzenia!
Zacznij od standardowych parametrów. Dysza 3mm, focus na minus 5 - 7mm i zmniejsz GAP do około 0.7mm
Bardzo ważne w tym wypadku będzie przepalenie. Upewnij się, że piercing wykonany jest pomyślnie. Na kątach porób zaokrąglenia ok 1mm lub pętelki. Jeżeli podczas przepalania głowica będzie szaleć w osi "Z" to na czas samego piercingu wyłącz czujnik pojemnościowy (M31) i uaktywnij go dopiero po pomyślnym wykonaniu najazdu (Prawa kolumna u góry w tablicach technologicznych dla danego materiału i prędkości, zakładka command, tutaj możesz podać M32;). Wpalać możesz się tlenem lub azotem (FAST lub PULS w SiCamie plus kwestia doboru odpowiedniego pliku wpalenia).
Pamiętaj o jeszcze jednej ważnej sprawie. Jak obniżysz focusa na te -5 itp. to wycentruj jeszcze raz dyszę a przynajmniej upewnij się, że środek nie uciekł. Przy takiej grubości grad będzie się pojawiał jednak powinien łatwo schodzić.
powodzenia!
-
dyzio007
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 4
- Rejestracja: 25 sie 2008, 19:11
- Lokalizacja: OPOLSKIE
Dzięki.
Czekam na azot ibędę testował. O wynikach napiszę.
Interesują mnie opinie na temat lasera Mazak HyperGear510 4kW. Nasz nie spisuje się najlepiej,miałbyć b.szybki a 10 czarną pali na prędkości F 1200 i to jest MAX o 20 to szkoda wspominać TRAGEDIA.Czekam na opinie i może jakieś rady.Serwis był kilkakrotnie ale bez rezultatu.
Czekam na azot ibędę testował. O wynikach napiszę.
Interesują mnie opinie na temat lasera Mazak HyperGear510 4kW. Nasz nie spisuje się najlepiej,miałbyć b.szybki a 10 czarną pali na prędkości F 1200 i to jest MAX o 20 to szkoda wspominać TRAGEDIA.Czekam na opinie i może jakieś rady.Serwis był kilkakrotnie ale bez rezultatu.
-
rn1
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 1
- Posty: 8
- Rejestracja: 02 lip 2008, 21:20
- Lokalizacja: Koszalin
no to raczej nie jest problem z maszyna tylko z parametrami 10 z prędkością 1200 to ja pale bez problemu<mogę posłać fotosy:)> na chińskiej maszynie o mocy 2.5kW bez problemu. weźcie kogoś konkretnego kto poustawia wam sprzęt i tyle. alu próbowaliśmy palić na tym laserze 6 i były duże problemy. 5 alu dal rade. pozdrawiam
-
lewy10psdw
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 346
- Rejestracja: 26 sie 2008, 13:07
- Lokalizacja: Koszalin
- Kontakt:
-
iadam79
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 2
- Posty: 4
- Rejestracja: 19 maja 2009, 18:27
- Lokalizacja: MAŁOPOLSKA
Spróbuj fe 15 trochę szybciej u mnie na 4kw
idzie bardzo ładnie na takich parametrach
G22T7.5Z1.5W0U1.
#1=1150
G82 P3500 Q500 R95 F850
G88 P6 M56
G04 X0.3
M99
GAP 1mm czyli" P0"
[email protected]
MAZAK HTX 510 4kw
idzie bardzo ładnie na takich parametrach
G22T7.5Z1.5W0U1.
#1=1150
G82 P3500 Q500 R95 F850
G88 P6 M56
G04 X0.3
M99
GAP 1mm czyli" P0"
[email protected]
MAZAK HTX 510 4kw
-
enesh
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 1
- Posty: 64
- Rejestracja: 09 wrz 2007, 20:09
- Lokalizacja: PL
To i ja się wpisze blacha 16  Mazak STX-510MkII 2,5kW krawędzie ok nikt nie narzekał idzie jak masełko i blacha taka sobie była
Mazak STX-510MkII 2,5kW krawędzie ok nikt nie narzekał idzie jak masełko i blacha taka sobie była
focus:+1
dysza: 2mm (podwójna!!)
O8011
#1=900
G87P0
G82 P2500 Q500 R100 F600
G88 P6 M56
G04 X0.5
M99
15mm to pewnie prędkością 1100 by poszła przy takiej mocy 2500W
pozdro
sorry, że się wciąłem bo wątek jest o parametrach do alu, podpowiadam do postów wyżej
focus:+1
dysza: 2mm (podwójna!!)
O8011
#1=900
G87P0
G82 P2500 Q500 R100 F600
G88 P6 M56
G04 X0.5
M99
15mm to pewnie prędkością 1100 by poszła przy takiej mocy 2500W
pozdro
sorry, że się wciąłem bo wątek jest o parametrach do alu
MAZAK STX-48 HP/SC 2,5kW
ster: MAZATROL L-plus
MAZAK STX-510 MarkII 2,5kW
ster: Mazatrol PREview
Trumpf TruLaser 5030 classic itp.
Trumatic TC500R
ster: MAZATROL L-plus
MAZAK STX-510 MarkII 2,5kW
ster: Mazatrol PREview
Trumpf TruLaser 5030 classic itp.
Trumatic TC500R





