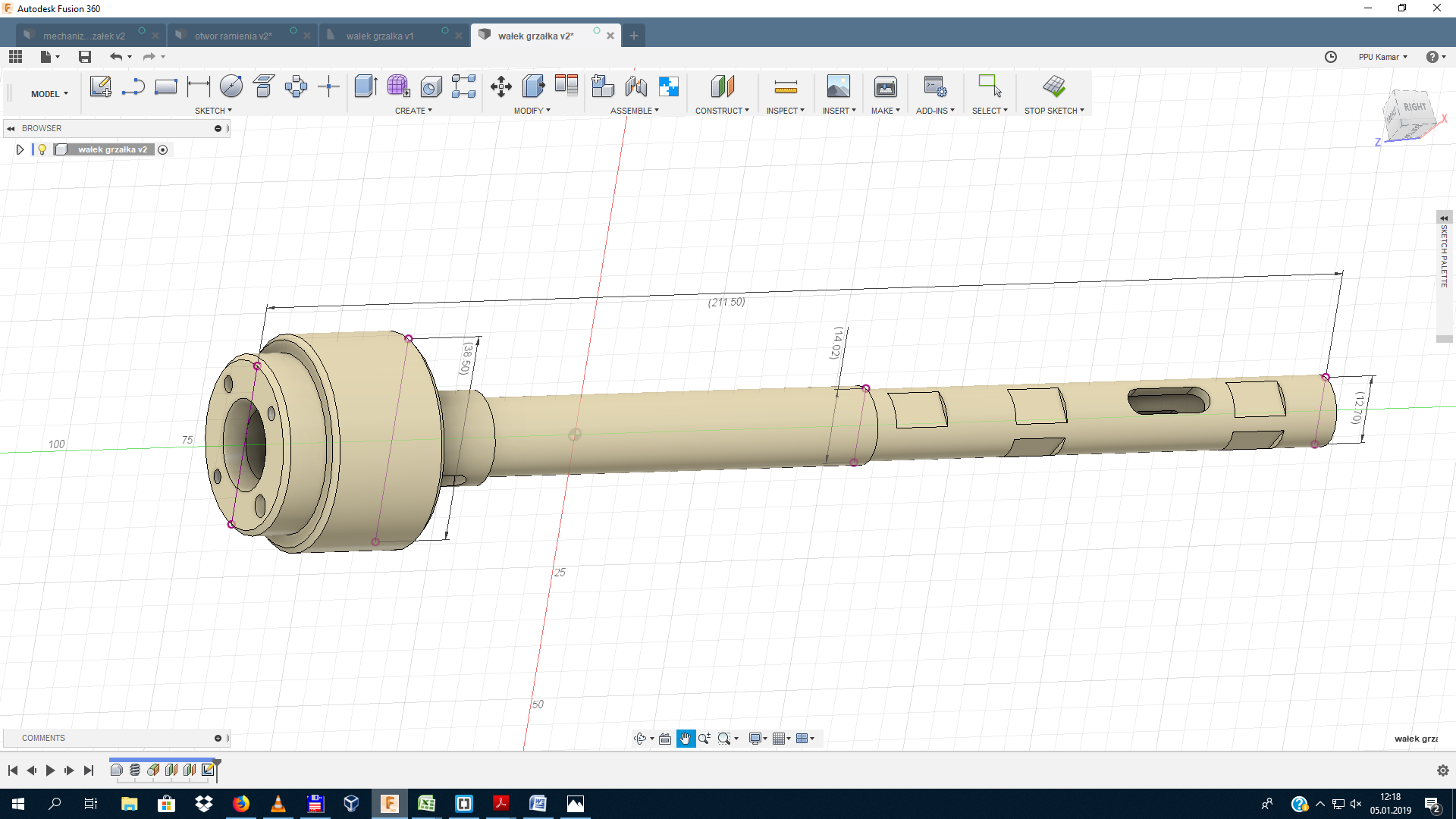
Mam do wysokiego hartowania kilka takich wałeczków. Na co zwrócić szczególną uwagę, żeby je jak najmniej pokrzywiło ? Materiał 40H.
Obsługa, Programowanie i Budowa Maszyn Numerycznych




")


")


Dzięki za obszerny wykład, coś się z niego wybierze.
Przed toczeniem to chyba niewiele da. Prędzej się dam przekonać na odprężanie po przepchnięciu dziurki i zgrubnej skórówy.

A po azotowaniu ten wałeczek nie spełni Twoich /klienta wymogów?kamar pisze: ↑06 sty 2019, 15:23Dzięki za obszerny wykład, coś się z niego wybierze.
Niemniej przypomniał mi się kolega inżynier budowlany, który na pytanie jak zrobić kanał w garażu,
udzielił mi tez wyczerpującego wykładu na temat budowy geologicznej ziemi i procesu wiązania cementu w funkcji czasu
W moim pytaniu było wyrażnie - żeby jak najmniej pogieło Robiłem partie tych wałeczków już kilkakrotnie, ugięcia po hartowaniu wychodziły różnie, niektóre nawet idealnie. I stad moje pytanie.
Pewnie zostanę przy odprężeniu przed samym hartowaniem i zawieszaniu pionowo za fasolkę w oleju.
Uogólniając, to masz racje. Prawidłowo zanurzyć, to połowa sukcesu.największy wpływ na krzywienie ma właśnie sposób zanurzania w kąpieli chłodzącej
Przedmiot nie może się ruszać w czasie gaszenia. To kąpiel ma przepływać wokół przedmiotu, najlepiej laminarnie.i ruchy poprzeczne przedmiotu w tej kąpieli przez kilka pierwszych sekund.
Grubym do góry i nie ruszać przedmiotem.tu powinno być jak piszesz: "pionowo", ale i "brak ruchów" poprzecznych.
Zbędny zabieg. Podwyższenie kosztów. Lepiej, szybciej i taniej usunąć naprężenia przed hartowaniem.I dlatego czy nie byłoby dobrze wykonać też wyżarzanie odprężające wałka surowego przed toczeniem?
Wnoszę, że gatunku, wymiarów i kształtów nie możesz zmienić?W moim pytaniu było wyrażnie - żeby jak najmniej pogieło Robiłem partie tych wałeczków już kilkakrotnie, ugięcia po hartowaniu wychodziły różnie, niektóre nawet idealnie. I stad moje pytanie.
Aby spełnić warunek małych odkształceń, po cyklu obróbki cieplnej, musiałoby to być azotowanie jarzeniowe i w niskiej temperaturze.A po azotowaniu ten wałeczek nie spełni Twoich /klienta wymogów?
Były kiedyś próby ale to pracuje w wałeczkach podgrzane do 300 stopni i się łuszczyło.
Stanowczo za wiele żebym się miał tym przejmować






