Petroholic pisze:- podkręć down slope bo ci zrywa cykl na takim ustawieniu (być może stąd ten krater)
Też tak może być.
Petroholic pisze:- podkręć wstępny gaz bo zaczynasz bez osłony prawie
słuszna uwaga...
acetylenek,
Jutro zaopatrzę się w aceton i ręcznik.
Mam blachę o szer 10cm i długości 1,5m
Potnę ją u kolegi na gilotynie na 3-4cm odcinki aby ćwiczyć sobie spawanie.
Ogólnie podziwiam jak spawa gościu z 6061.com
I tu widać faktycznie ,że blacha nówka , być może miała folię zabezpieczającą na sobie bo nie widać ,żeby gościu szczotkował krawędzie.
A wychodzi mu po prostu miód malina...
Ale oprócz tego że gość ma umiejętności czemu nie zaprzeczam to:
- nówka blacha
- pewnie sprzęt też konkretny
- sądząc po "czasie jeziorka" bez przyspieszenia filmu to ma ustawione ze 200A
- wszystkie spawy jedzie pachwiną (nawet niektóre z zagłębieniem)
Oczywiście to nie oszustwo czy coś ale wiadomo, że w odpowiedniej pozycji i ustawieniu materiału łatwiej położyć ładną rybią łuskę Doświadczony spawacz wie jak ustawić element żeby spaw pomógł się ładniej rozłożyć
Jeszcze gdzieś doczytałem ,że na 1mm elektrody 40A się przyjmuje...
Więc przyjmujac 200A w piku i 50% prąd bazy to wychodzi średnio 150A...
Jak by nie patrzeć to chyba już pod elektrodę 4mm podchodzi
Dobrze myślę?
251mz pisze:Jeszcze kilka takich filmików a będę żałował że nie dołożyłem paru złotych i nie kupiłem wersji 315 Amper.
Tak w ogóle przy takim prądzie ze 200A i spawaniu tak jak gościu z filmiku to jakiej elektrody użyć ?
2.4mm czy już 3.2mm ?
Ja mam wszystkie 3,2... 2,4 to do spawania precyzyjnego gdzie musisz położyć wąski spaw... 200A ci w zupełności wystarczy. Pospawasz tym wszystko co najwyżej przetop będzie płytszy...
40A na 1mm elektrody to takie niby uproszczenie... W rzeczywistości można zapiąć 200A na elektrodę 2,4 i też pójdzie tylko jej żywotność spada i trzeba szybciej ręką ciągnąć... Przy takim prądzie i małej elektrodzie ustawiasz odpowiednio schodki i puls...
Grubość elektrody... ja maksymalnie mogę dać 3.2 do standardowych materiałów eksploatacyjnych w palniku ale dorobiłem sobie końcówkę na fi 4. Mam palnik do rur i ma skrętną końcówkę zrobiłem tą końcówkę na większe części.
Dzięki temu przy 200 czy 230 A i balansie na lepsze czyszczenie mogę spawać i nie upalić elektrody. Dużo zależy od balansu bo regulujemy w ten sposób ile ciepła dostaje elektroda a ile detal.
Te wytyczne ampety na mm nijak się mają do AC.
Gość z filmu ... ładne spawy i mam kilka uwag. Spawa w podkoszulku wg. mnie niedopuszczalne i jeszcze daje to do oglądania w internecie. Nie czyści detali przed spawaniem z tlenków, nie ważne jak świeża blacha po kilku godzinach pokrywa się tlenkami.
Polecam do czyszczenia szczotkę drucianą nierdzewną na wkrętarce.
Blachy nie musisz ciąć na kawałki po co się fatygować do prób wystarczy narysować kreskę. Poćwiczysz rękę i odpadnie Ci sczepianie i więcej czasu zostanie na spawanie. Jak będą Ci wychodzić ładne sznurki to zacznij pocięte kawałki.
Jak zostało zauważone gość na filmie spawa pachwiny ... no jest tego jakiś powód jest łatwiej. Mnie zrobienie ładnego przetopu na aluminium zajęło ok 2 lat.
Może na początek popróbuj pachwiny będzie Ci weselej że wychodzi.
200A w zupełności wystarczy. Ja mam 230 i ten maksymalny prąd rzadko używam.
Sukces w alu to czystość czystość duży prąd i szybkie spawanie.
W filmie z pulsem półautomatycznym widać jak syfy z drutu wchodzą do spoiny w okolicy 60s czarne pływające po powierzchni.
Jak mówimy o spawaniu na poważnie to przedmiot czyścimy z tlenków. Inna sprawa że łatwiej wtedy słabszym sprzętem zajarzyć łuk. Właśnie słabszy sprzęt ma problemy z zajarzeniem łuku ale jak już spawa to nie bardzo się różni od hi end - ale skutecznie utrudnia to życie.
acetylenek pisze:Spawa w podkoszulku wg. mnie niedopuszczalne
Też to zauważyłem
Ja raz tak zrobiłem w lecie (podkoszulek i krótkie rękawice) jak było na prawdę gorąco ale później długo żałowałem bo ręce od nadgarstka do wysokości rękawa miałem brązowe jak murzyn i piekły jak cholera Kolejne kilka dni spędzone na smarowaniu rąk kremem na oparzenia Od tamtej pory nie rozstaję się z długim rękawem I do tego często zakładam rękawy skórzane jak jest dużo spawania MIGiem i bryzga w rękaw
Petroholic pisze:Ja raz tak zrobiłem w lecie (podkoszulek i krótkie rękawice)
Właśnie to mnie zawsze zastanawiało.
Amerykańce w tv czy to OCC z chopperami czy inny program zawsze do tiga w krótkim rękawku i czasami nawet bez rękawic
Ja jestem zwolennikiem rękawic i koszuli flanelowej
Dobra to teraz o dzisiejszej próbie.
Niestety znów szybkiej bo czasu nie było na coś konkretniejszego.
Elektroda szara 3.2
Blaszki ucięte kątówką , trochę przytępione , do tego dokładnie acetonem 2x przemyte. Powierzchnia po acetonie jak by matowiała trochę.
Prąd 140A w pulsie , bazowy na 50%
Częstotliwość pulsu ok 200Hz
Balans ok 25% Częstotliwość AC około 80Hz
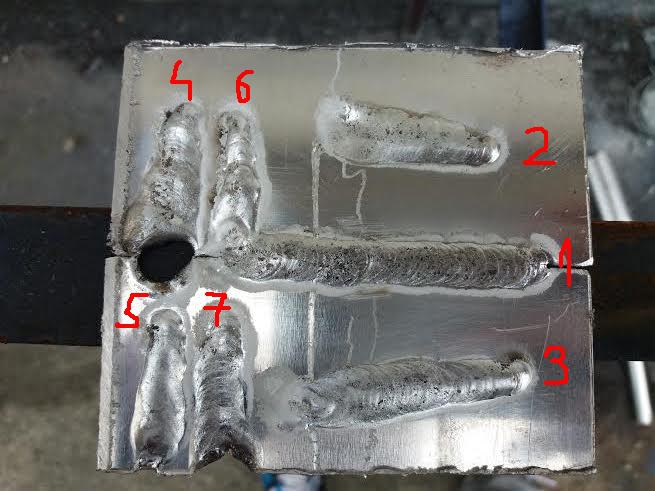
Przy powyższych parametrach powstał spaw 1,2,3
No i kurna znów te cholerne kropki czarne nawet tam gdzie blacha płaska.
Spaw 4,5 wykonany tak samo z tym ,że prąd w pulsie na 120A
Spaw 5,6 to samo a prąd 100A
Zastanawia mnie jeszcze sprawa tego balansu.
Bo w necie piszą ,że ustawia się w granicach 20-30%
Tymczasem w filmiku od 6:45.....
Gościu ustawia balans na 99% i wychodzą mu takie kropki jak mi.
Schodzi z balansem do 60% i wtedy mu spaw wygląda jak marzenie...
Teraz pytanie czy to ja ustawiam źle balans czy to oni balans liczą procentowo od złej strony?
Tu przy 6:20 napisane jest ,że balans 65% i ładnie idzie
Tu znów 0:29 balans ustawia na 75%
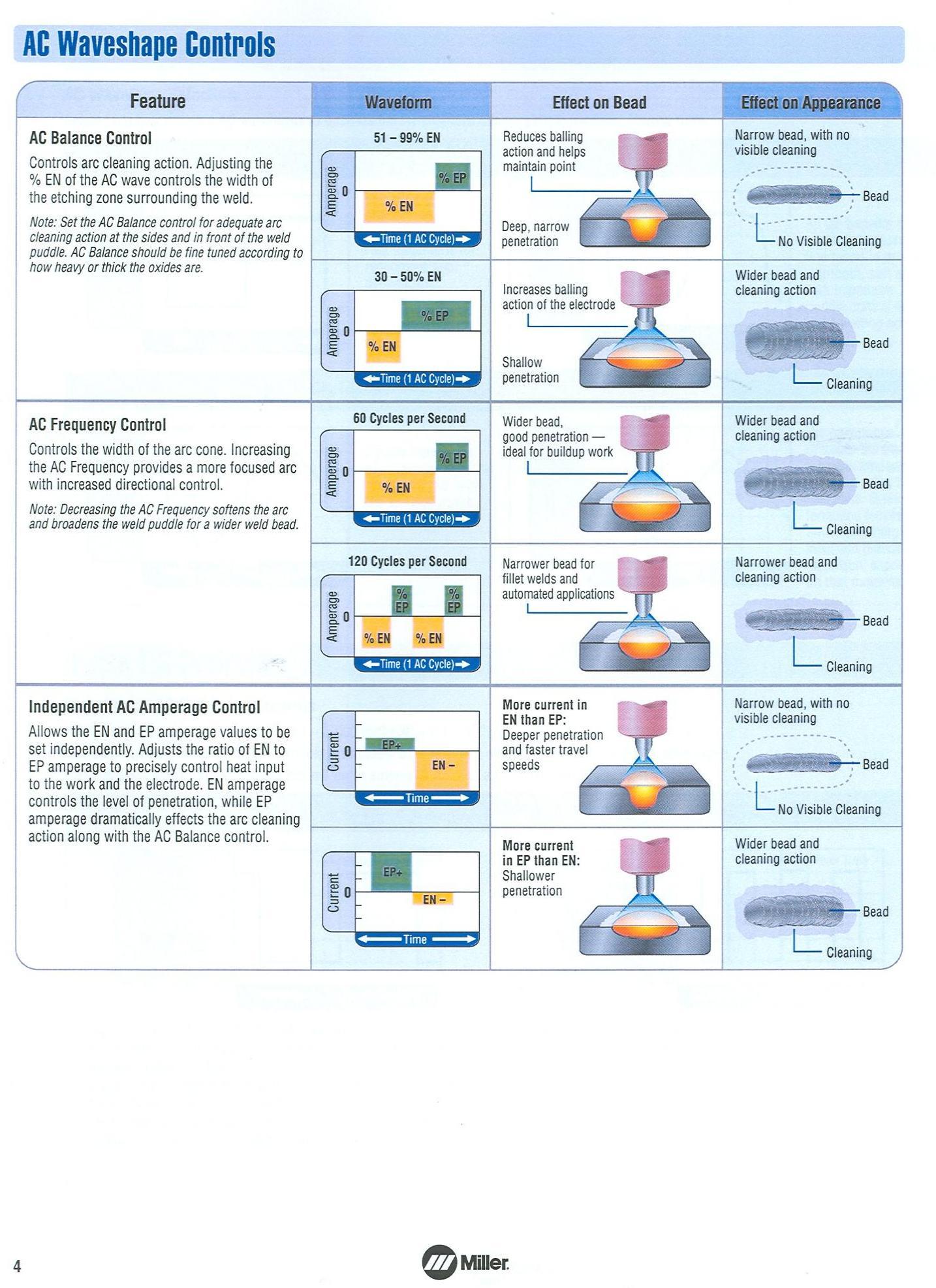
Według obrazka poniżej wynika to samo co na filmach powyżej:
Czy w sumie ja to źle ustawiam i powinienem zwiększyć ten balans do 60%?
Przyznam ,że trochę już zgłupiałem...
Bo ciężko mi uwierzyć ,że źle odtłuściłem blachę itp.
Doszło do tego ,że nawet spoiwo przejechałem acetonem:D
Więc wydaje się ,że muszę zwiększyć balans powyżej 50%....
Co koledzy o tym myślą?
Tylko jeszcze jedna rzecz nie daje mi spokoju ...
Bo na fotce wyżej widać ,że balans do stosunek połówki ujemnej do dodatniej.
Natomiast w instrukcji mojego szermana cyt:
"służy do regulacji balansu prądu (stosunek czasu trwania połówki dodatniej do połówki ujemnej)"
Więc faktycznie tak jak by skala odwrotna...
No nic , muszę próbować.
Mam już podocinane te blaszki , tak ,że we wtorek usiądę do tego na jakąś godzinkę i będę męczył ten balans....
W tym filmie masz odpowiedź:
Aluminum Tig Welding: Setting AC Balance
GAZ-zła osłona gazowa - przyczyny:
ustawiony za mały przepływ gazu, słaba jakość gazu (czystość 4.5 lub 4.8 powinien być), nieszczelność na przewodzie lub dyszy, za daleko wysunięta elektroda, wiatr - czasem ruch powietrza.
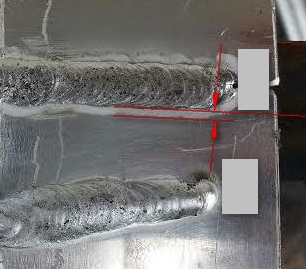
Na zdjęciu zaznaczyłem wymiar - to oznacza że akcja czyszcząca jest - porównaj z filmem
szerokość tego matowego fragmentu jest w przybliżeniu równa jak dla 90 ale gość zmienił soczewkę bo poprzednia dawała złą osłonę gazową. https://youtu.be/RG4ZOwSw9CQ?t=8m7s
Na twojej spawarce napisali szerokość czyszczenia czyli wynikałoby z tego że jak dasz więcej w prawo to będzie odpowiadać więcej prądu + na palnik czyli lepsza akcja czyszcząca, więcej ciepła na elektrodę, szersza matowa obwódka wokół lica. To by odpowiadało mniejszej wartości na tej spawarce co na filmie https://youtu.be/RG4ZOwSw9CQ?t=8m7s
Czyli u Ciebie więcej a na jego spawarce mniej. Podaje gość na początku że to różnie jest przedstawiane że np +/- 25 od 50% lub procenty ale w drugą stronę.
Ja mam 25 jako ustawienie fabryczne.
Ewidentnie coś z osłoną bo widać że czyszczenie katodowe jest bo jest ten matowy fragment wokół spawu. Najprościej zwiększ przepływ na reduktorze/rotametrze. Jak nie pomoże cofnij elektrodę tak by wystawała nie więcej niż 1 do 2mm poza płaszczyznę dyszy.
Elektroda po każdym dotknięciu alu do szlifowania i to dość grubego aby była czysta.
acetylenek pisze:Najprościej zwiększ przepływ na reduktorze/rotametrze. Jak nie pomoże cofnij elektrodę tak by wystawała nie więcej niż 1 do 2mm poza płaszczyznę dyszy.
Mam soczewkę gazową i porcelankę 7kę , przepływ ustawiłem na 10-11 litrów.
Z tego co na filmie było to gościu miał przepływ 15cfh co w przeliczeniu daje 7,5 litra na minutę.
Wiatr u mnie nie jest możliwy , było to w głębi warsztatu i na 90% nie jest to to
Być może za duży przepływ gazu jak na soczewkę i rozprasza osłonę?
Butla była nowa razem ze spawarką dostarczona.
Taka coś jak to: http://allegro.pl/pelna-butla-argon-czy ... 93128.html
Muszę zerknąć na etykietę co tam napisane jest na butli.
Ale wątpię aby dodawali do Tiga AC butlę z gazem ,do której potem ktoś miał by mieć jakieś ALE.
Skoro mówisz ,że balans i oczyszczanie było ok to wychodzą 2 rzeczy które trzeba sprawdzić:
-Zmniejszyć przepływ gazu do takiego poziomu jak na filmie
-Zmienić materiał - może g** aluminium
Elektroda raczej odpada , bo ten pierwszy spaw wykonywałem świeżo zaostrzoną , którą kupiłem w sklepie....
Więc tak , sprawa puki co odłożona do wtorku:(
Sprawdzę gaz , spróbuję innych parametrów - może mocniejsze oczyszczanie.
Na koniec zobaczę inny materiał ....




")



")