Chcę zrobić otwarty zbiornik z nierdzewki 1,5mm lub 2mm.
Blachy wycięte laserem, spawanie "zwykłą" elektrodą czyli MMA.
Wpadłem na pomysł zrobienia zakładki tak aby łatwiej pospawać zbiornik od środka.
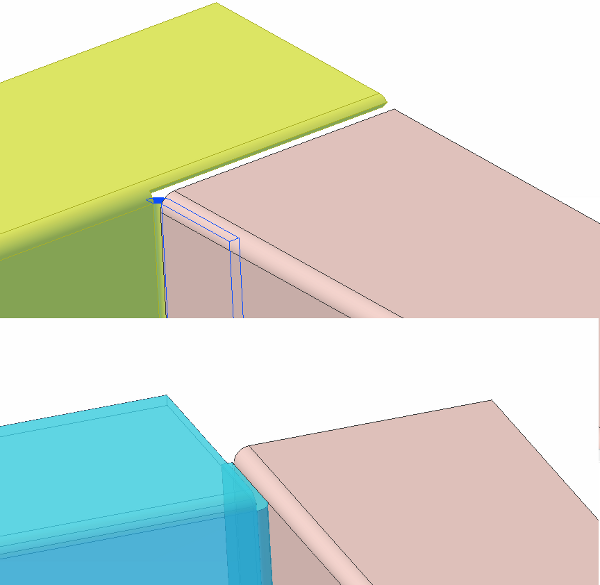
Tak mniej więcej wyobrażam sobie blachy przyłożone do spawania:
1 opcja żółta - zakładka na zewnątrz przyłożona do blachy.
2 opcja niebieska - zakładka którą można "chwycić":
Warto robić którąś z tych zakładek czy nie kombinować i spawać zbiornik na styk???
zachowanie spokoju oznacza zdolności do działania
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
Z ciekawości, czemu nie spawanie tig?
Duży ten zbiornik?
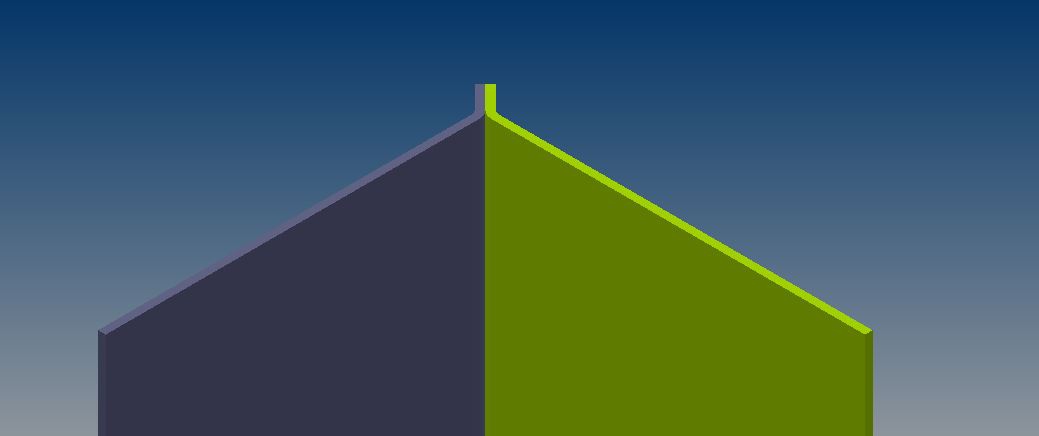
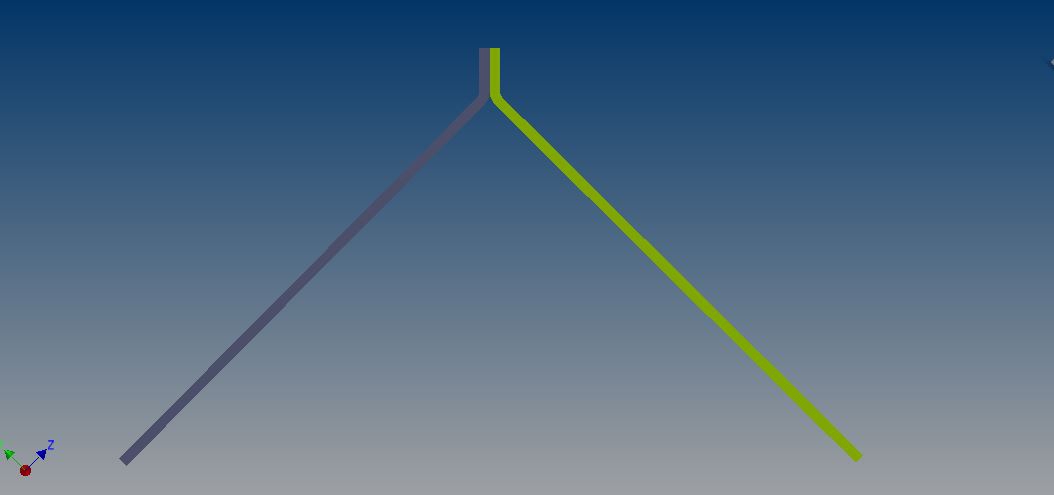
Proponowałbym łączenie w ten sposób, nie będziesz miał żadnych purchli w środku dzięki temu, pewny przetop a na zewnątrz łatwo wyszlifować to do ładnego, zaokrąglonego kształtu.
Górny kołnierz zrobisz oczywiście jaki będziesz chciał, rysowałem tylko łączenie pionowych krawędzi.
Tradycja.
Akurat takiego mam spawacza z małą spawarką inwertorową pod ręką,
a sam spawam tylko transformatorówką (w spadku po ojcu).
W pierwszej wersji właśnie zastanawiałem się nad zagięciem brzegów blach na 45 stopni.
Odrzuciłem z prostego powodu: więcej gięć - wyjdzie drożej usługa gięcia.
Może jednak warto zrobić taki symetryczny styk blach.
zachowanie spokoju oznacza zdolności do działania
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
Krawedz do krawedzi. W zakladki nie bawilbym sie na koniec bedziesz mial trudniej jeszcze pospawac.
Spoina pachwinowa narozna ( konczysz obie blachy tak ze stykaja sie wzdluz jednej tylko krawedzi ).
Tigiem jakbys pospawal masz te zalete ze mozesz to ladnie przetopic bez dodatkowego materialu, jesli nie przenosi obciazen to powinno wystarczyc, a jak z obciazeniami to mozna dodawac drut. Tak czy owak elektroda wprowadza wieksze odksztalcenia.
Jak nie chcesz "purchli" z drugiej strony to mozesz zabezpieczyc druga strone podkladka
szukaj hasla "Pourging stainless steel" i rozne sa odmiany i rodzaje podkladek, podkladki gazowe to tylko jedna z mozliwosci.
Tak czy owak bedzie wyginac bo takie jest spawanie. Najwazniejsze sa umiejetnosci spawacza, krotkie spawy, sekwencja i tp. Chodzi zeby jak najmniej ciepla wprowadzic. Mozna tez same zczepy mlotkowac itp ale i tak powygina
Pytanie ile drożej, bo nie sądzę, żeby to była duża różnica.
Co do spawania krawędź do krawędzi- blachy 1.5mm spawać ze sobą elektrodą w ten sposób.. słabo to widzę. Dać się da, oczywiście, ale ładny efekt bez użycia podkładek to nie będzie.
Zamiast szukać podkładek(to też koszt), lepiej spawać właśnie takie krawędzie gięte na 45 stopni albo szukać spawacza z tig-iem. Takie moje zdanie.
Jeszcze pytanie jak duży ten zbiornik, czy jedna sztuka, czy seria i jakie zastosowanie.
Bo jak np. spożywcze, to jakiekolwiek szczeliny na łączeniu blach nie będą wskazane(gromadzenie się brudu).
Ładnie i prosto nie musi być. To nie będzie do oglądania.
Zrobię z zakładką 15mm na 45 stopni.
Tak będzie najłatwiej pospawać od środka.
Jeszcze tak sobie myślę, że przy gięciu na 45 stopni materiał jest mniej odkształcony od gięcia niż w pierwszych wariantach, które pokazałem. Gdzieś tam w spożywce i chemii pewnie ma to znaczenie, jak i ochrona przed utlenianiem powierzchni, używaniem narzędzi (tarcz, szczotek...) tylko do nierdzewki itp. zasady jakościowego spawania.
zachowanie spokoju oznacza zdolności do działania
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
Jak skonczysz to spawac to napisz nam koniecznie jakie miales perypetie ze szczelnoscia tego zbiornika bo czuje ze bedzie wesolo 1,5mm blache w pachwinie elektroda otulona
Próbka spawu, który polecałeś, na blaszce 1,5mm, przy kącie przyłożenia blach nieco ponad 120:
Moim zdaniem trudniej tak pospawać niż na zakładkę.
Pisz jednak konkretnie jakie problemy przewidujesz.
Przemyślenie tematu przed i przewidzenie efektów daje dużo więcej frajdy.
Tym inteligentniejszym oczywiście.
Wydaje mi się że jeszcze kąt 45 stopni mógłby być inny dać 42, 43, a może 47??
zachowanie spokoju oznacza zdolności do działania
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
Jakie problemy ?
Ze bedzie nieszczelne, i ze powygina. Czego oczekujesz po spawaniu elektroda otulona stali nierdzewnej jeszcze w dodatku 1,5mm grubosci ?
Takie rzeczy spawa sie Tigiem, a nie elektroda otulona od tego zaczac trzeba. Mozna elektroda otulona spawac cienkie blaszki jesli spoiny sa krotkie i nie ma innej metody pod reka. Elektroda mozna spokojnie od 5mm w gore grubosc materialu ( no moze 3mm tez ale 1,5 to juz jest mocne nagiecie ).
Spoina narozna o ktorej mowie ma kilka zalet:
1. obie blachy jednoczesnie niweluja naprezenia bo sa pod katem 90 stopni
2. masz praktycznie gotowe przygotowanie pod spoine bez ukosowania
3. Jest wygodniej a przez to latwiej wykonac spaine w zlaczu naroznym niz w typowej pachwinie.
Jak troche jeszcze popraktykujesz kolego informatyku spawanie to napewno bedziemy mogli sobie porozmawiac inteligentniej
A jeszcze tak sobie pomyslalem, skoro zbiornik zaprojektowales w nierdzewce to bedzie uzywany do mniej lub bardziej korozyjnego materialu , domyslam sie ze woda, ale nawet woda bedzie prowadzic do korozji. Bez watpienia najslabszym ogniwem bedzie twoja spoina ( przewaznie albo spoina albo inne zlacze jest takim slabym ogniwem ) i tam bedzie najszybciej dochodzic do korozji, biorac pod uwage ze jedziesz juz po marginesie technologii spawania spawajac elektroda otulona 1,5mm blache to jak uwazasz jak dlugo bedziesz musial czekac zeby twoj zbiornik zaczal przeciekac ? 3-4 miesiace , moze rok ?
P.S.: powiedz temu kto ci to spawal ze do nierdzewki uzywa sie ochrony gazem grani spoiny wtedy nie beda wychodzisz takie purchle jak na tym zdjeciu
[ Dodano: 2016-10-06, 19:41 ]
Pitsa tu sobie popatrz pare przykladow zebys poczul jak przyjemnie jest spawac narozne spoiny.
oraz ten filmik:
1:34 zobacz jak przygotowane jest zlacze do spawania
oraz 3:39 jakie efekty przy takim minimalnym nakladzie pracy.
Teraz to już trochę popłynąłeś..
Nawijasz o spawaniu TIG blaszki 1.5mm, nierdzewnej, a pokazujesz spawanie 5mm, czarnuchy i to półautomatem.
I jeszcze na koniec- film ma w nazwie MIG a spawanie jest MAG. Wszak to spawanie gazem aktywnym, prawda..?
W najlepszym wypadku została użyta mieszanka. Zapewne wiesz jak spawa się czarną stal czystym argonem- wolałbym wybrać elektrodę otuloną niż się męczyć.
Zapewniam Cię również, że każdy dodatkowy kołnierz przy spawanym zbiorniku, jak również przetłoczenie czy dowolna inna forma usztywnienia zmniejszy deformacje zbiornika jakie powstaną podczas spawania.





")


")







