Opis parametrow spawania-prosto i zrozumiale dla wszystkich
: 03 maja 2014, 10:59
Mam ta spawarkę dobre 10 lat , spawam nią co popadnie głownie alu . Wychodzi jak wychodzi chyba całkiem nie źle bo ludziska wracają z następnymi rzeczami do spawania.Ale jeśli chodzi o ustawienia to jak 10 lat temu poustawiałem na oko i słuch  tak teraz zmieniam tylko prąd spawania w zależności czy spawam chłodnicę czy gruba miskę olejowa od ciężarówki
tak teraz zmieniam tylko prąd spawania w zależności czy spawam chłodnicę czy gruba miskę olejowa od ciężarówki  . Myślę ze czas najwyższy wykozystac możliwości maszyny. Ale aby to zrobić trzeba wiedzieć co do czego służy a ja nie bardzo wiem.Prosze kolegow o łopatologiczne wytłumaczenie na podstawie fotki mojego TIG-a które regulacje do czego służą i co się dzieje (zmienia) podczas spawania gdy zmieniam dana wartość. Myślę ze takie kompendium wiedzy na temat ustawiania podstawowych parametrów przyda się wielu początkującym i nie tylko
. Myślę ze czas najwyższy wykozystac możliwości maszyny. Ale aby to zrobić trzeba wiedzieć co do czego służy a ja nie bardzo wiem.Prosze kolegow o łopatologiczne wytłumaczenie na podstawie fotki mojego TIG-a które regulacje do czego służą i co się dzieje (zmienia) podczas spawania gdy zmieniam dana wartość. Myślę ze takie kompendium wiedzy na temat ustawiania podstawowych parametrów przyda się wielu początkującym i nie tylko 
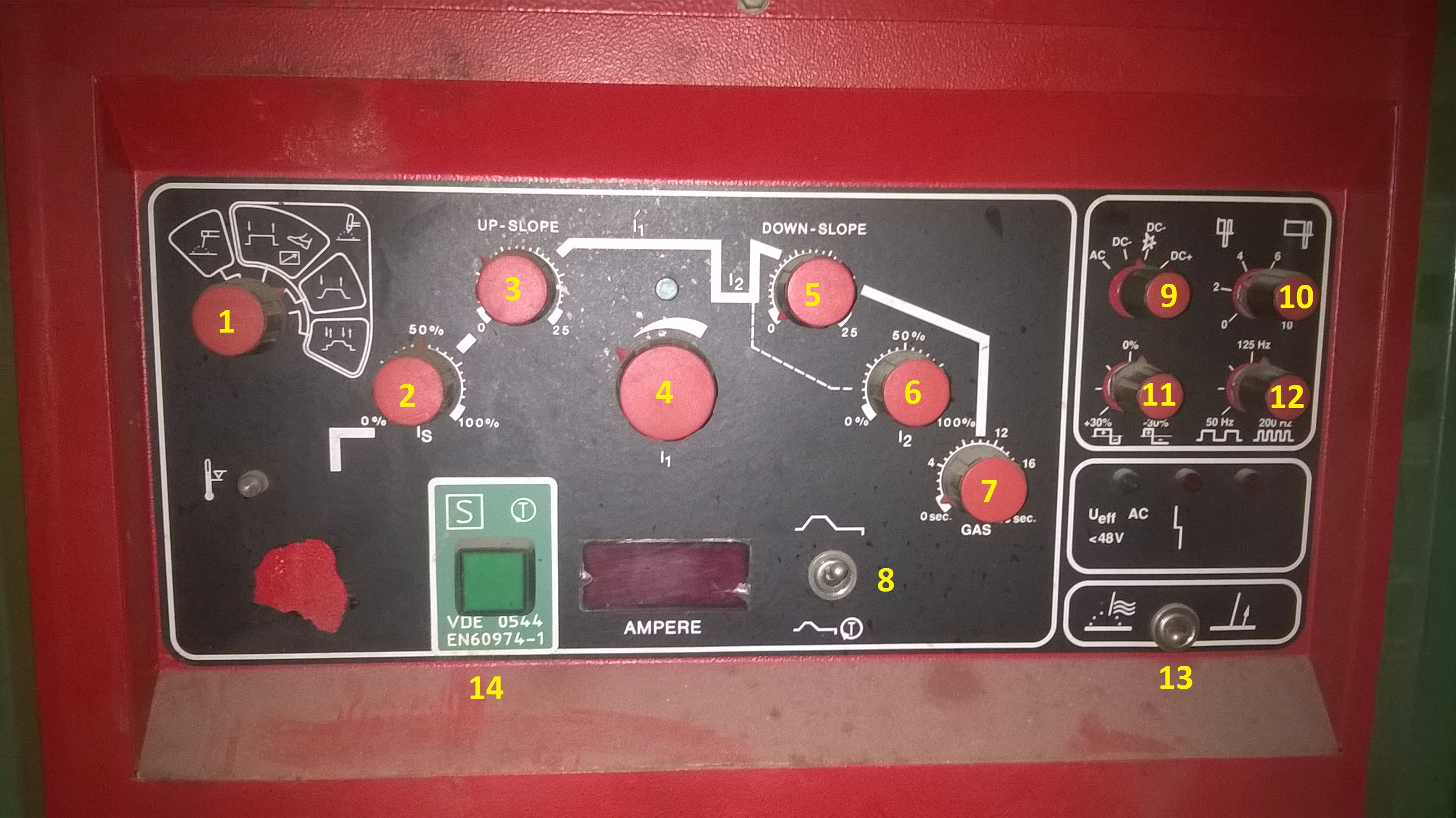
1.Tryb spawania: pierwsza pozycja MMA reszta to TIG 2 pozycja to sterowanie pedalelm a
3 i 4
4.Prad spawania
9. Spawanie AC lub DC ale co dokładnie znaczą 3 ostatnie pozycje
13. Zajazanie luku dotykowo lub bezdotykowo
Reszta jest dla mnie białą karta która liczę ze koledzy zapełnią
1.Tryb spawania: pierwsza pozycja MMA reszta to TIG 2 pozycja to sterowanie pedalelm a
3 i 4
4.Prad spawania
9. Spawanie AC lub DC ale co dokładnie znaczą 3 ostatnie pozycje
13. Zajazanie luku dotykowo lub bezdotykowo
Reszta jest dla mnie białą karta która liczę ze koledzy zapełnią