Dzięki za odpowiedź.
Na forum Elektroda.pl w temacie o budowie kompresora jest trochę o spawaniu:
Ja nigdy nie robię otworów w butli w miejscu jej szwu
Każdy otwór w powłoce takiego zbiornika go osłabia, a otwory w pobliżu spoin płaszcza są praktycznie zabronione. Dopuszczalne są tzw. otwory małe, które to nie wymagają wzmocnień (pod warunkiem odpowiedniej odległości od punktów krytycznych zbiornika - o czym dalej). Nie wdawając się w obliczenia powiem, że otwór taki na przykładzie zbiornika o średnicy 300 mm i grubości blachy 2,1 mm wynosi ok. 12 mm.
Jest to średnica którą ostatecznie możemy sobie pozwolić zrobić w warunkach amatorskich w takim zbiorniku. Otwór taki (jego obrys - nie środek) powinien znajdować się w odległości min 20 mm od nieciągłości powłok (spawów). Każdy inny otwór o większej średnicy lub bliżej spawów, a także otwory mnogie wymagają wzmocnienia! Wtedy uwzględnia się także współczynnik spoiny, rodzaj materiału króćca, jego grubość, rodzaj wzmocnienia, zmieniają się także naprężenia obciążające przekroje poprzeczne takiego zbiornika. Otwory w dennicach w warunkach amatorskich należy sobie darować
Istotny jest także wpływ obciążeń zmiennych na wytrzymałość zmęczeniową materiału. Zbiorniki te mają zakładany czas pracy 10 lat i nie jest to zwykłe widzimisie. W normalnych warunkach gdy zbiornik jest wypełniony lpg ciśnienie utrzymuje się na prawie stałym poziomie. Praca w kompresorze jest o wiele bardziej wymagająca jeżeli chodzi o kwestie zmęczeniowe. Nierzadko zdarza się, że kompresor pracuje w zakresie 0 - 1 MPa - to również ma znaczenie. Dla niedowiarków - weźcie metr krawiecki i zmierzcie średnicę zbiornika przy ciśnieniu atmosferycznym i nabitego do 1 MPa. Chyba wszystkie takie zbiorniki są ze złomu, a więc już wypracowane. Dodając do tego nowe króćce spawane zwykłą elektrodą przez Wieśka okazuje się, że z obliczeniowych 3 MPa robi się już tylko np 1,2 MPa.
Piszę to wszystko ponieważ sieć milczy na ten temat, a najczęstsze porady to jeżeli będzie dobry spawacz to spawaj ile chcesz króćców. Otóż niestety nie. Stal o tak wysokich parametrach wytrzymałościowych wymaga specjalistycznych, bardzo precyzyjnych procesów spawania, każde inne spawanie ingeruje w strukturę takiej stali, wprowadza naprężenia. Tak jak pisałem apeluję aby stosować się do tych obliczeń bo pomoże to zachować spokój a może pozwoli uniknąć wypadku.
źródło:
http://www.elektroda.pl/rtvforum/viewto ... 2#12110352
Jeśli chodzi o sprężarkę, to powinny być 3 mufy: 3/4" na wejście i na wyjście, 1/2" na spust kondensatu. Będą one na powierzchni bocznej. Piaskarka - tutaj też 3 - min 1" na wsyp piasku, 3/4" na wlot powietrza i min 1" na wyjście piasku i powietrza.
Zbiornik z wielozaworem w przekroju wygląda mniej więcej tak:
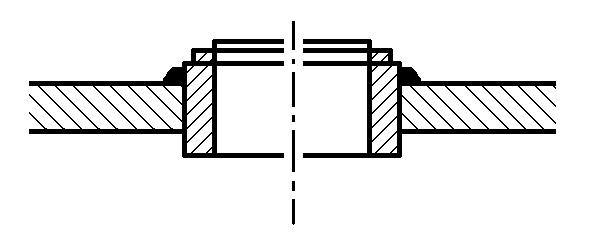
W środku widać przyspawaną tuleję, chyba dodatkowo wzmacnia ten otwór. Może coś takiego zastosować do dodatkowych otworów? Oczywiście trochę zmienioną, bez małych otworów na śruby.
Do niego trzeba odpowiednio przyspawać mufę, w sprzedaży są 2 rodzaje:
- toczone z pręta

- odlewane?

Czy trzeba zrobić delikatną fazkę na złączce, czy odrazu wspawać dopiero kupioną mufę?
Zależy mi na maksymalnym bezpieczeństwie, spawy mają wytrzymać 10 atm.
Kupię/Zlecę wykonanie sanek narzędziowych do małej tokarki (np. Nutool/TechMig)
Jeśli pomogłem, wciśnij Pomógł.




")



")
")






