Strona 1 z 2
Spawanie TIG a elektroda
: 06 mar 2013, 21:01
autor: piniu31
Witam spawarka telwin 182
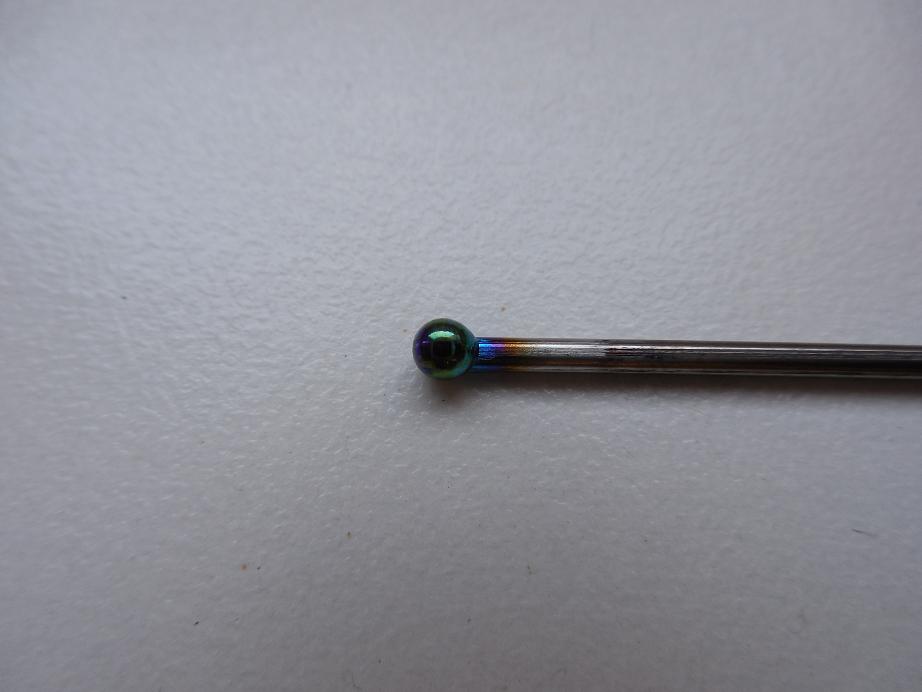
ustawienia balans 75 prad 110 czestotliwosc 100hz elektroda zielona,
mam problem z elektroda, a mianowice z robieniem sie na niej kulki , praktycznie odrazu jak łuk sie zajarzy jest juz kulka .Po zakonczeniu spawania chcac ponowic spaw jest problem z zajazeniem łuku
[img]
: 06 mar 2013, 21:18
autor: Kacper__79
Witam.
Może być trochę za duży prąd jeżeli to jest elektroda 1,6 ale przy balansie 75 nie powinna się zrobić , bynajmniej taka duża. Może masz odwrotnie kable podłączone masy i uchwytu??
: 06 mar 2013, 22:19
autor: lukasz.radomski
zauważyłem że różni producenci różnie podają, w jednym urządzeniu balansem ustawia się procent elektrody w EP a w innym EN, może spróbuj ustawić 25 i sprawdzić czy nadal się kulka robi
: 06 mar 2013, 22:33
autor: Kacper__79
właśnie ja mam spawarkę firmy telwin i przy ustawieniu większej wartości balansu elektroda ma mniejszą tendencję do kulki na końcu,dlatego napisałem że przy 75 nie powinna być taka duża
: 06 mar 2013, 22:54
autor: jacek-1210
Zielona najłatwiej przechodzi w kulkę. Może spróbuj innego koloru, ja np. spawam złotą
kup torowaną
: 07 mar 2013, 10:07
autor: melonmelon
w czerwonym kolorze jeden koniec jej jest, najbardziej odporna
pozdro
: 07 mar 2013, 16:53
autor: Dudi1203
Na aluminium zawsze bedziesz mial kulke, a do 110A przy balansie 50% to potrzeba elektrody 2,4mm. 2mm to tak do 100A.
: 07 mar 2013, 19:51
autor: piniu31
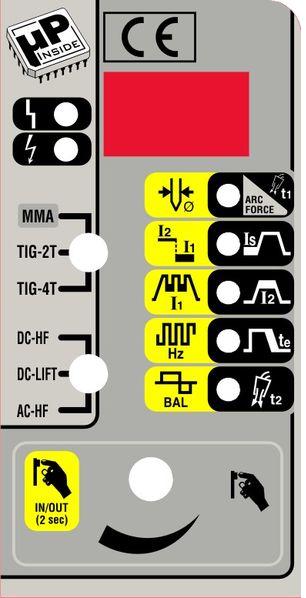
moze ktos obiasnic mi przyciski na mojej spawarce Telwin 182, nigdzie w sieci nie moge znalesc
: 07 mar 2013, 21:28
autor: mariusz.n3stor
"Na aluminium zawsze bedziesz mial kulke" - nie jest to do końca prawdą. Ja spawam ostrą elektrodą cieńsze ścianki z powodzeniem, ale niebieską lub multistike'iem. Zaokrągla się tylko sama końcówka zeszlifowana prostopadle do długości elektrody (stożek zostaje).
Czerwona elektroda lepiej się sprawdza przy stali. Do aluminium to bardziej złota, a jak chce się mieć jeszcze węższe i głębsze wtopienie to właśnie niebieska czy multi-strike.
Zielona się kompletnie nie nadaje, chyba, że właśnie spawanie z dużą kulką, ale spaw masz bardzo szeroki.
: 07 mar 2013, 21:47
autor: Vagabundo
MMA - elektroda otulona
TIG - 2T dwutakt
TIG - 4T czterotakt
to do TIG
DC-HF - prąd stały zajarzenie przez jonizator
DC LIft - prąd stały zajarzenie przez potarcie elektrody o materiał
AC-HF - prąd zmienny zajarzenie przez jonizator
ARC FORCE - "dynamika łuku" - skracaniu długości łuku towarzyszy wzrost prądu spawania, co powoduje stabilizowanie łuku, niezależnie od jego długości. Zmniejszenie wartości funkcji daje łuk miękki i mniejszą głębokość wtopu, natomiast zwiększenie wartości funkcji powoduje głębsze wtopienie i możliwość spawania krótkim łukiem. Działanie funkcji ARC FORCE polega na zwiększeniu mocy dostarczanej do łuku w momencie zwierania elektrody i materiału przez kroplę roztopionego metalu, co powoduje szybkie przemieszczenie kropli i zapobiega zwarciu.
Przy ustawionej dużej wartości funkcji ARC FORCE można spawać "wciskając" elektrodę w jeziorko roztopionego metalu, utrzymując łuk o minimalnej długości i dużą prędkość topienia elektrody