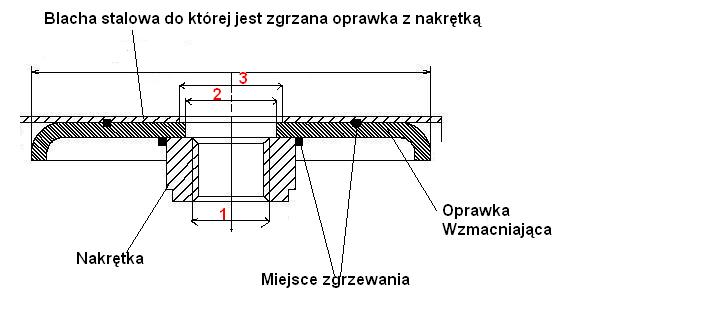
Dokonywałem pomiarów otworu 1(gwint traktowałem jako otwór), 2 , 3. Wszystkie otwory nie są współosiowe. Co prawda błędy są w okolicach 0,320 mm. Ale przez złe pozycjonowanie gwintu nie przechodzi on sprawdzianu trzpieniowego.
Otwory mają małą średnice, mianowicie 1 ma 6mm, 3 ma 8mm.
Zgrzewanie blachy z oprawka odbywało się na zgrzewarce punktowej. Jest ona zgrzewana w 4 punktach. To nawet nie jest jakaś blacha tylko taśma stalowa.
Wydaje mi się że podczas operacji zgrzewania blacha ulega deformacji i stąd te błędy.
Nie wiem jak poprawić ten błąd. Czytałem już troszkę, myślałem o zastosowaniu np. ceramicznego trzpienia w bazie zgrzewarki, tak aby trzymał prosto blachę z nakrętką podczas zgrzewania. Ale nie wiem czy to jest możliwe i czy poprawi osiowanie.
Ma ktoś jakieś pomysły??