




Chciałbym prosić bardziej doświadczonych kolegów o pomoc.
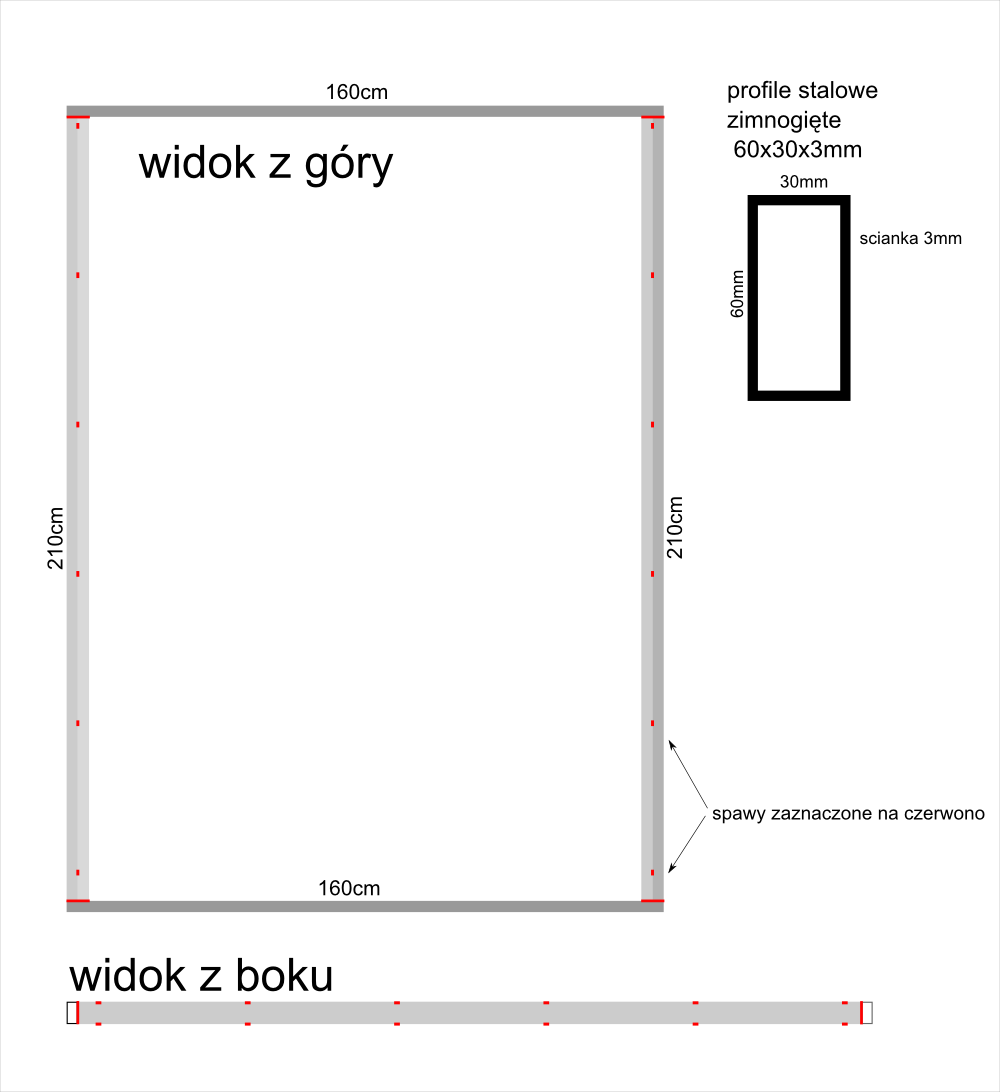
Chcę wyspawać sobie ramę z profili stalowych zimnogiętych o przekroju prostokąta 30x60mm grubość ścianki 3mm.
Rama ma mieć wymiary 2130 x 1600mm
Każda z dłuższych krawędzi to dwa profile postawione obok siebie "na sztorc" i zespawane punktowo w kilku miejscach od góry i od dołu.
Krótsze krawędzie to pojedynczy kształtownik również postawiony "na sztorc"
Na rysunku zaznaczyłem na czerwono miejsca spawów.
Posiadam spawarkę elektrodową, nie mam niestety żadnych palników do wstępnego podgrzewania czy też powolnego studzenia.
Wystarczy mi że przeciwiległe krawędzie będą do siebie równoległe oraz płaszczyzna będzie zachowana ( nie wygnie się w śmigło
Rama będzie użyta we frezarce cnc, do miękkich materiałów, typu pleksa, mdf itp, konstrukcja z ruchomą bramą.
Jest to tylko górna część ramy, całość będzie jeszcze wzmocniona wspornikami w różnych miejscach, więc spawy nie muszą być zbyt długie i mocne.
No i teraz mam pytanie czy przy takiej konstrukcji i założeniach może się mi to wszystko jakoś istotnie powykręcać przy spawaniu, na co mam uważać żeby wyszło w miarę dobrze?
Czy lepiej użyć cienkich czy grubych elektrod? Czy lepiej pospawać punktowo czy przez całe krawędzie?
Będę wdzięczny za wszelkie porady.



")







