Strona 1 z 1
Programowanie dwóch głowic
: 27 mar 2015, 12:54
autor: lepi
Witam,
Próbuję uruchomić drugą głowicę w tokarce. Obie głowice obsługują to samo wrzeciono. No i teraz pytanie, jak nazywają się osie drugiej głowicy? To akurat dotyczy konfiguracji Macha.
Drugie pytanie dotyczy samego EdgeCama. Obie głowice to obrotowe ATC. Załadowanie narzędzia nr 1,2,3 itd ładuje je zawsze dopierwszej głowicy. Jak wywołać narzędzie z drugiej głowicy? Jakimi osiami posłuży się EdgeCam przy ruchu drugiej głowicy? Jak w ogóle taką obróbkę wywołać?
Edit:
Obróbkę ogarnąłem. Ale wygenerowany kod dla pierwszej jak i dla drugiej głowicy posługuje się tymi samymi nazwami osi X i Z. Skąd ten biedny Mach ma wiedzieć, którą osią poruszać? Mógłbym po numerze narzędzia sprawdzać która oś ma być obsługiwana ale jak to zrobić w locie? Skrypt zmiany narzędzia mam ale jak powiedzieć machowi że Z to teraz ta druga os Z:)
: 28 mar 2015, 20:06
autor: abc_cnc
Witam
W przypadku dwóch głowic - górnej i dolnej w edgecamie to już jest toczenie 4 osiowe i kod jest generowany dla dwóch kanałów (górna głowica - kanał 1, dolna głowica kanał 2).
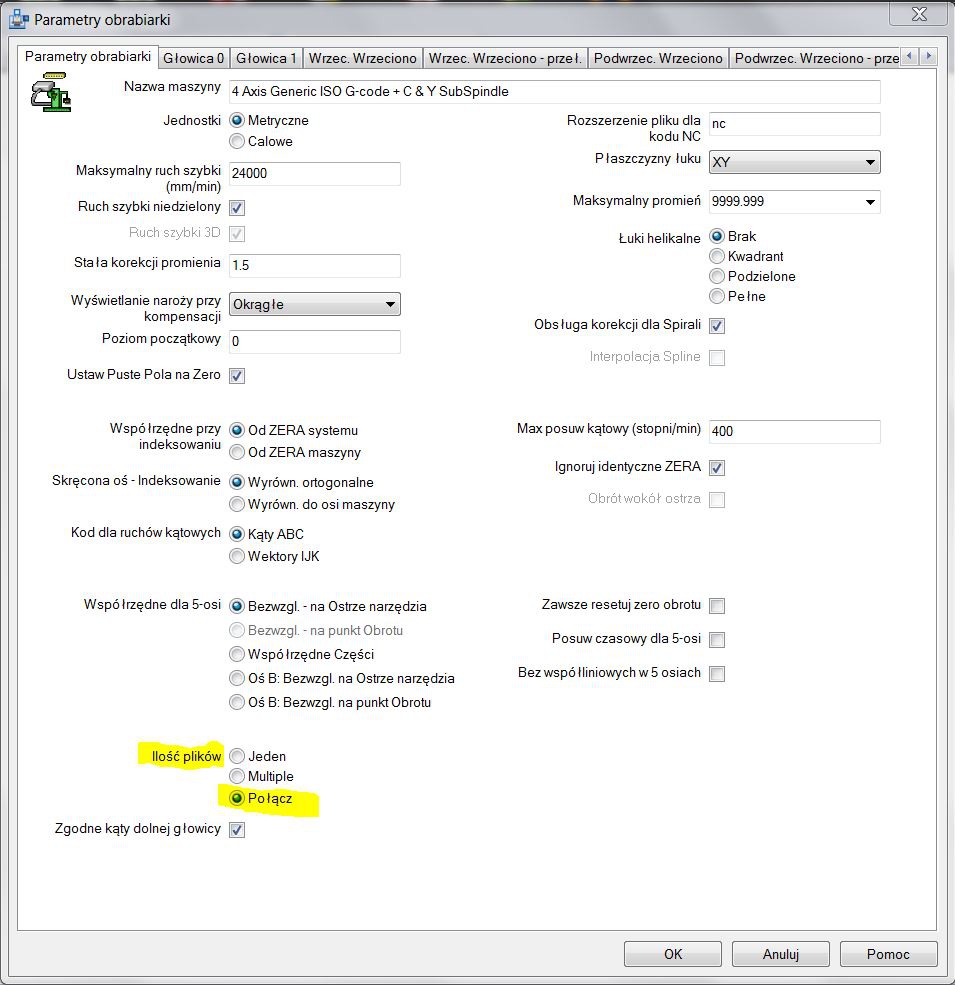
W kreatorze postprocesorów w Parametrach obrabiarki wybierasz czy chcesz mieć generowany kod dla każdego kanału osobno czy w jednym pliku czy jako kod wspólny.
Synchronizacja reguluje która głowica kiedy ma pracować. Nie wiem jak to jest w machu i czy ma kody synchronizacji dla głowic.
Możesz jeszcze spróbować w Tabeli formatów inaczej ponazywać ruchy dla głowicy górnej np. Z1, X1, a inaczej dla dolnej Z2, X2. Pytanie czy mach to obsłuży.
A może przy wywołaniu narzędzia powinien być jakiś M-kod, który powie Machowi "Teraz pracuj dolna głowicą, nie górną"
Nie miałem do czynienia jeszcze z machem do toczenia 4 osiowego, ale na twoim miejscu tak bym pokombinował.
: 29 mar 2015, 08:51
autor: lepi
Dzięki za zainteresowanie tematem.
Tak, to czteroosiowe toczenie garnąłem. Kod jest poprawnie generowany do dwóch lub jednego pliku ale i tak jest podzielony na dwa programy. Nijak się to ma do Macha raczej.
Spróbuję programować jedną ATC a resztę zaimplementować w procedurze wywołania narzędzia. Tylko muszę znaleźć sposób na oszukanie macha - podmianę osi.
Założę temat w w dziale Macha.
Pozdrawiam.
: 29 mar 2015, 17:42
autor: abc_cnc
Jak w postprocesorze w parametrach obrabiarki zaznaczysz dla opcji Ilość plików 'Połącz' to wypluje jeden kod niepodzielony i wtedy generuje wybór narzędzia wg synchronizacji, a nie najpierw górna, potem dolna.
: 29 mar 2015, 18:22
autor: lepi
Dokładnie, już sam to znalazłem

A z tabelą formatów to była dobra podpowiedź. Zmieniłem ruch dolnej głowicy z X na Y. Po połączeniu pliku kod jest poprawny. Wywołanie synchronizacji otoczyłem nawiasami i traktowany jest jako komentarz. Jeszcze tylko muszę dostosować makro zmiany narzędzia, żeby automatycznie wywoływał odpowiednią głowicę i ograniczyć możliwość kolizji.
No i jeszcze powalczę z ustawieniami interpolacji kołowej. Niby wszystko działa a wczoraj jeden łuk Mach zinterpretował w złą stronę.
Dzięki za pomoc.
: 07 kwie 2015, 20:54
autor: lepi
Jeszcze jedno pytanie w temacie dwóch głowic. Jeśli programuję obróbkę dla drugiej głowicy nie jest wywoływany start wrzeciona. Pole prędkości obrotowej przy obróbce jest nieaktywne. Ale tylko w sekwencji drugiej głowicy. Cos na pewno trzeba ustawić w postprocesorze ale co?
: 08 kwie 2015, 20:43
autor: abc_cnc
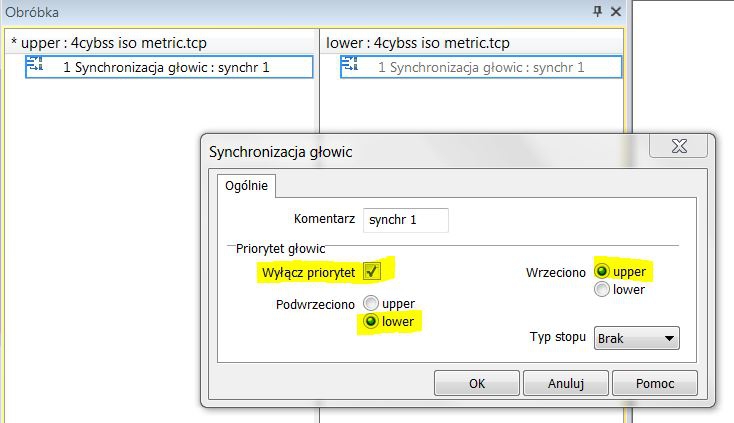
To nie jest problem postprocesora, tylko synchronizacji. Musisz w synchronizacji głowic Włączyć Priorytet dla głowic. Niby taka mała pierdoła, jedno zaznaczenie, ale potrafi dużo czasu zmarnować.
: 09 kwie 2015, 08:37
autor: lepi
Sprawdziłem te ustawienia i niestety nie działa to jak tak można by się spodziewać. To znaczy działa ale tylko przy jednej synchronizacji. Jest ich kilka w programie to górę bierze ostatnia użyta a poprzednie są bez znaczenia. Jak powyłączałem priorytety to pojawiły się kosmiczne prędkości wrzeciona rzędu tysięcy obrotów zamiast setek. Być może czegoś nie ogarniam.
Ale znalazłem inne rozwiązanie:
EDIT: nie działa to do końca poprawnie. Generuje kod prędkości wrzeciona ale startu (M3/M4) już nie
