Strona 1 z 1
profilowanie na 4 osi
: 11 sie 2012, 21:07
autor: qqaz
Witam
Albo EC jest do du** albo ja nic nie umiem.
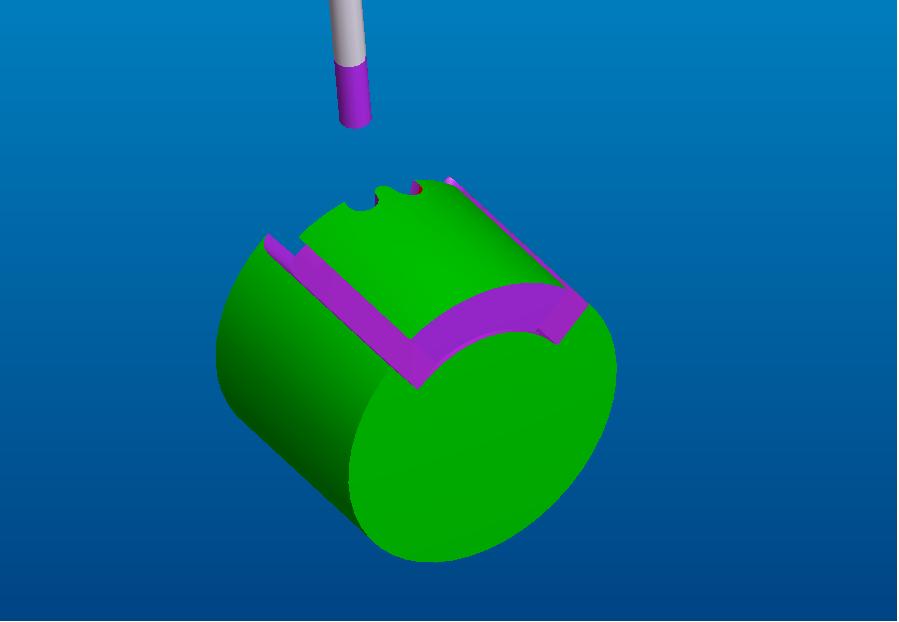
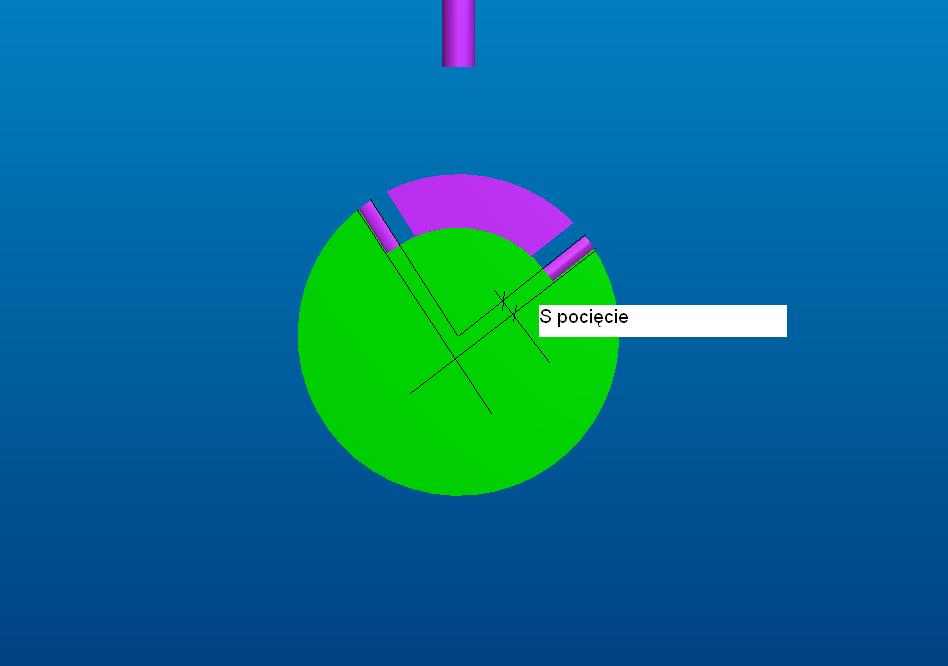
Mam wałek i na jego powierzchni chcę wyciąć rowek w obrysie kwadratu. Albo prostokątną kieszeń. Banał.
Tylko wg EC rowek lub kieszeń jest frezowana ścieżką narzędzia które ustawione jest swoją osią dokładnie w osi obrabianego wałka.
Wtedy ścianki które są frezowane w wyniku obrotu walca mają prawidłową zbieżność w stronę osi obrotu (są prostopadłe do tworzącej walca) natomiast ścianki frezowane wzdłuż osi - jako skutek ruchu osi X wzdłuż osi walca - są podcięte zależnie od średnicy freza.
Bo ten EC do frezowania ustawia frez w osi i już nim nie jeździ!!! Tak to tylko grawerować V-frezem można. A gdzie poważna robota maszynowa? Ja plastykiem nie jestem.
Czy jest sposób zmodyfikowania strategii tak aby jednocześnie z obrotem wałka przesuwać oś o 1/2 średnicy uzyskując pionową ściankę wybrania???
Do tej pory korygowałem ręcznie ale teraz mam trochę więcej krzywej i moje zamiłowanie do hardcorowej roboty się ulotniło.
: 11 sie 2012, 21:58
autor: marchru
podrzuć plik
: 11 sie 2012, 22:23
autor: qqaz
Chodzi mi o te ścianki
: 13 sie 2012, 11:27
autor: Integrat
Witam,
Wybierz z menu M-funkcje ->Tryb Płaski
Pozdrawiam
: 13 sie 2012, 17:31
autor: qqaz
Widać niedokładnie się wyraziłem
Ja po prostu nie mam pełnej wersji - z obróbką symultaniczną.
I trochę trudniejsza rzecz której nie mogę zamodelować w Acad również sprawia kłopot w EC w"ręcznym"obejściu tematu.
Pytanie tutaj to o ewentualne kruczki które są pomocne w takiej sytuacji typu skalowanie osi, ustawienie osi zależnej na jakimś wsp. ruchu (chyba coś bredzę ale cóż)...
No wiem że najłatwiejszy ruch to full wersja z netu.
[ Dodano: 2012-08-13, 17:42 ]
Tak przy okazji
Cam wypluwa mi Gkod gdzie na początku pojawia się "q xxxx" - linia N60
* Machine Tool : Fadal vertical Mill (Metric) (B Axis Table)
* Part Name : zarys2
* Sequence : kątowa na ultradzwiek - obrys podstawowy
* Programmed By :
* Date : 08/11/12
* Time : 20:06:49
*
* Total Machining Time (including Toolchange) : 2140.542 Minutes
**********************************************************************
*
%
N10 O0001
N20(zarys2)
N30 G21 G90
N40 M06 T40
N50 ( fi6 VHM )
N60 G17 Q1.775 *o co chodzi z tym parametrem?
N70 G0 X4.675 Y0.0 S2750 M42 A-235.788 B0.0
N80 Z50.0 H40 M7
N90 Z47.0 F400.0 M3
N100 G1 X40.615 Z41.0 A238.706
N110 X40.843 A238.724
.....
: 13 sie 2012, 19:37
autor: Ultras
Kolego przerób sobie ten przykład i na pewno dużo Ci on rozjaśni.
[ Dodano: 2012-08-13, 19:42 ]
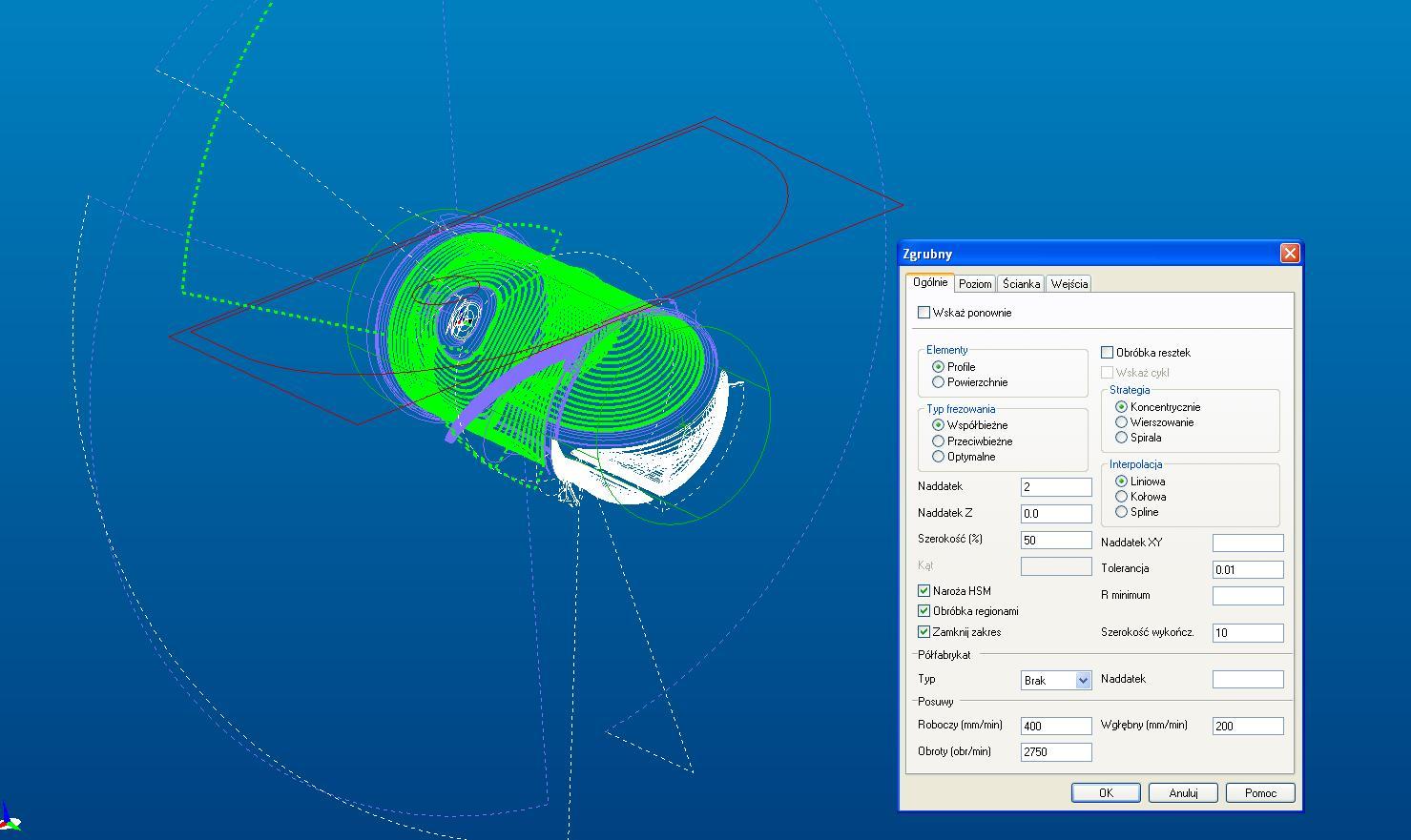
Odnośnie tego bloku z parametrem Q to sprawdź czy czasem w cyklu obróbczym nie masz załączonej w interpolacji: spirala.
[ Dodano: 2012-08-13, 19:44 ]
Albo spline.
: 13 sie 2012, 19:55
autor: Integrat
Witam,
Z opisu wynika, że detal ma zostać obrobiony na frezarce z 4 osią.
Nie potrzebujesz do tego modułu 4 osi symultanicznej.
Musisz stworzyć zero np. na krawędzi kieszeni, "zaindeksować" się do niego i wykonać obróbkę.
Co do funkcji G w kodzie NC to skontaktuj się z dostawcą postprocesora.
Pozdrawiam
: 13 sie 2012, 21:53
autor: qqaz
Trochę się pochwalę że cokolwiek wychodzi
Podręcznik przejrzałem i właściwie sprowadza się do tego samego co dotychczas robiłem.
Można zrobić obróbkę z profili w trybie płaskim, nastepnie całość przesunąć na wysokość odpowiadającą promieniowi walca i na poczatek obróbki wstawić polecenie obrotowo - całość zmieni się w "rurkę"
Ale nadal jest problem z pochyleniem ścianki w kieszeni.
Do tej pory robiłem to tak że krawędzie wzdłuż osi walca zgrubnie były z odpowiednim nadmiarem. Następnie jako osobna sekwencja profilowałem je na wymiar najpierw lewe, później prawe. Tylko że przed odpowiednią stroną ręcznie dodawałem przesunięcie w poprzek walca o 1/2 średnicy freza i odpowiednio korygowałem zero dla osi o kąt jaki wynikał z tego poprzecznego przesunięcia.
Ale to proste przy kieszeniach i kwadratach.
A jak mam zrobić gdy obrabiana krawędź jest krzywoliniowa na kilku promieniach, dodatkowo ścianka z kątem którego wartość jest istotna w detalu a kąt zmienia sie w zależności od położenia względem normalnej do osi walca.