Strona 1 z 2
Korzystanie z cyklu g73
: 08 sty 2019, 08:47
autor: Thibarrapid2. 0
Witam, proszę o pomoc w opisaniu cyklu na tokarke haas st 20. W pracy dużo toczymy w detalach hartowanych i chciałem korzystać z cyklu g73 aby toczyć po konturze. Opisać naddatki w osi X i osi Z, po to żeby nie toczyć większość czasu w powietrzu. Znalazłem w książce obsługi tokarki ten cykl ale jak go przepisałem to wywala mi błąd że wartość D wprowadzona do programu musi być wartością dodatnią. I żeby sprawdzić program. Korzysta ktoś z tego cyklu i mógłby pomóc?
Przykład:
G54
G50 S1200
G96 S120 m03
G73 P100 Q200 U1. W0.5 D1. F0.1
N100 G42 G00 X48 z1.
G01 Z0. M08
X50 z-1.
Z-50 'c1.
X120 'r1. 5.
Z-75.
N200 g40 x80 z1.
m05
M09
G28U0
G28W0
M30
Pozdrawiam
Re: Korzystanie z cyklu g73
: 08 sty 2019, 09:04
autor: abcdef
Re: Korzystanie z cyklu g73
: 08 sty 2019, 09:27
autor: Thibarrapid2. 0
Mam ten cykl w książce i nie działa. Dlatego pytam
Re: Korzystanie z cyklu g73
: 08 sty 2019, 11:19
autor: wiktoriano
"D2." ma być bez kropki, zmień SETTING 162 na "WYL", później sobie włącz bo się możesz nadziać lub wgraj program bez kropki.
Błąd software.
A to => 'c1. Ci działa? bo nie powinno.
Re: Korzystanie z cyklu g73
: 08 sty 2019, 11:26
autor: WZÓR
Thibarrapid2. 0 pisze: ↑08 sty 2019, 08:47
Witam, proszę o pomoc w opisaniu cyklu na tokarke haas st 20. W pracy dużo toczymy w detalach hartowanych i chciałem korzystać z cyklu g73 aby toczyć po konturze. Opisać naddatki w osi X i osi Z, po to żeby nie toczyć większość czasu w powietrzu. Znalazłem w książce obsługi tokarki ten cykl ale jak go przepisałem to wywala mi błąd że wartość D wprowadzona do programu musi być wartością dodatnią. I żeby sprawdzić program. Korzysta ktoś z tego cyklu i mógłby pomóc?
Przykład:
G54
G50 S1200
G96 S120 m03
G73 P100 Q200 U1. W0.5 D1. F0.1
N100 G42 G00 X48 z1.
G01 Z0. M08
X50 z-1.
Z-50 'c1.
X120 'r1. 5.
Z-75.
N200 g40 x80 z1.
m05
M09
G28U0
G28W0
M30
Pozdrawiam
Hmm....
Ciekawy przykład ...... , z jakiej książki go wytrzasnąłeś?
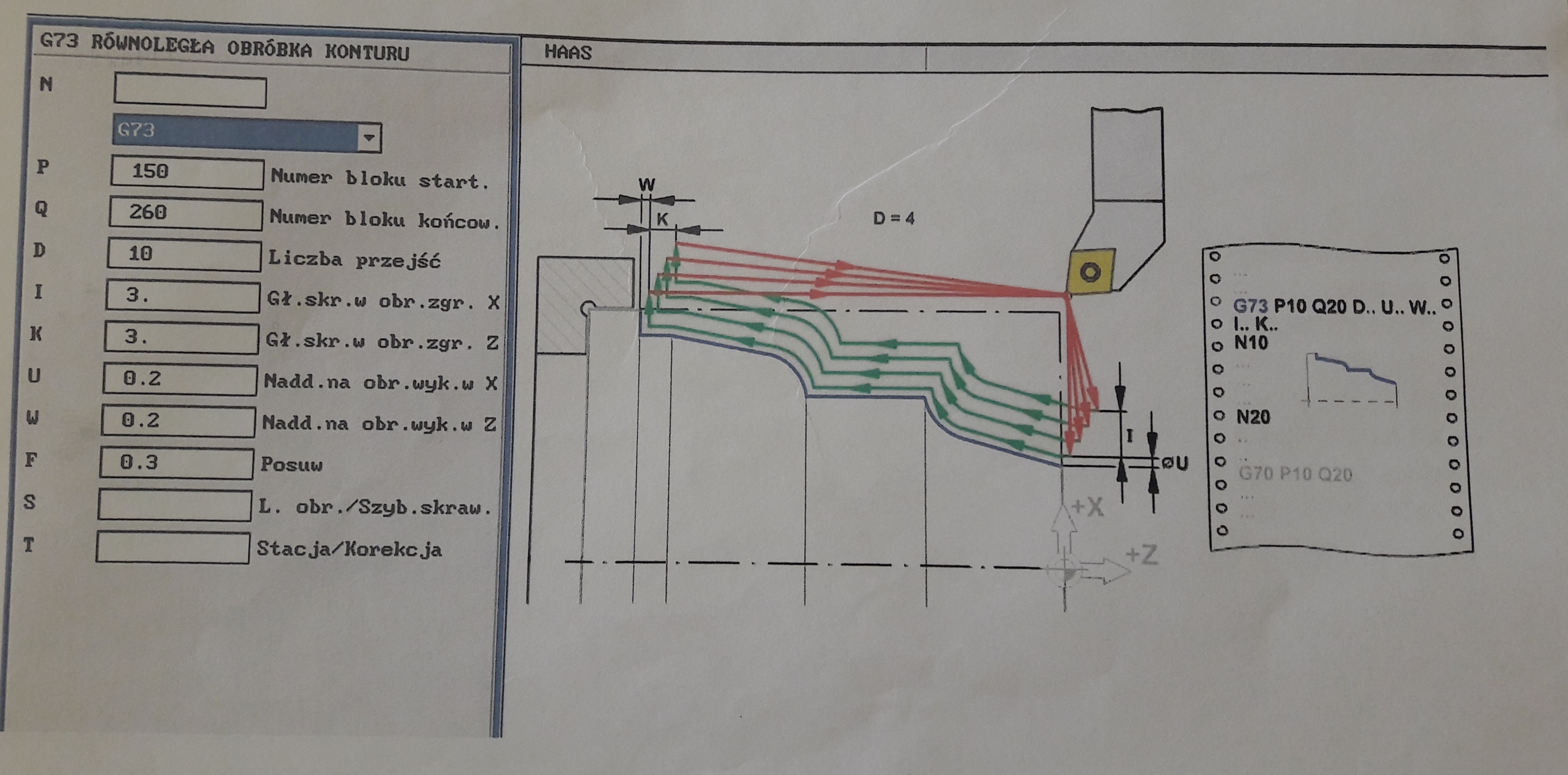
Pomoc przy cyklu G73
Bierzesz detal , który chcesz zrobić i patrzysz ile masz naddatku do zebrania (to jest cykl do odlewów) i naddatek na osi X wpisujesz w I , a naddatek na osi Z wpisujesz w K
Jeśli chcesz zostawić coś na obróbkę wykańczającą pomniejszasz o to I i K i wpisujesz do U i W
Naddatek I , K będzie obrobiony w D- przejściach.
Mariusz.
Re: Korzystanie z cyklu g73
: 08 sty 2019, 11:36
autor: wiktoriano
wiktoriano pisze: ↑08 sty 2019, 11:19
"D2." ma być bez kropki, zmień SETTING 162 na "WYL", później sobie włącz bo się możesz nadziać lub wgraj program bez kropki.
Błąd software.
Potem się nie dziwcie, że człowiek się wk***ia na maszyny.
Wielki plus dla sinumerika za pomoc, w której jest napisane co prawdopodobnie zrobiłeś źle i jak to poprawić, przynajmniej w 840 tak miałem.
Re: Korzystanie z cyklu g73
: 08 sty 2019, 11:51
autor: WZÓR
wiktoriano pisze: ↑08 sty 2019, 11:36
wiktoriano pisze: ↑08 sty 2019, 11:19
"D2." ma być bez kropki, zmień SETTING 162 na "WYL", później sobie włącz bo się możesz nadziać lub wgraj program bez kropki.
Błąd software.
Potem się nie dziwcie, że człowiek się wk***ia na maszyny.
Wielki plus dla sinumerika za pomoc, w której jest napisane co prawdopodobnie zrobiłeś źle i jak to poprawić, przynajmniej w 840 tak miałem.
Przy Haas powinien stać wykwalifikowany personel

A instrukcje obsługi są dostępne dla każdego.
http://www.haas-poland.pl/_download/ins ... okarki.pdf
Mariusz.
Re: Korzystanie z cyklu g73
: 08 sty 2019, 11:58
autor: wiktoriano
WZÓR pisze:Przy Haas powinien stać wykwalifikowany personel
a sami partyzanci stoją, razem z nami

Przypominam, że wróciły
G i M kody (przewinąć w dół) bo ich nie było przez jakiś czas.
Re: Korzystanie z cyklu g73
: 08 sty 2019, 12:29
autor: cosmonet
Witam,
@WZÓR z jakiej publikacji zrobiłeś fotę?
Re: Korzystanie z cyklu g73
: 08 sty 2019, 12:40
autor: wiktoriano
cosmonet pisze: ↑08 sty 2019, 12:29
@WZÓR z jakiej publikacji zrobiłeś fotę?
No właśnie...