Strona 1 z 1
Toczenie gwintu kwadratowego
: 20 gru 2017, 18:44
autor: Ziemniak
Witam
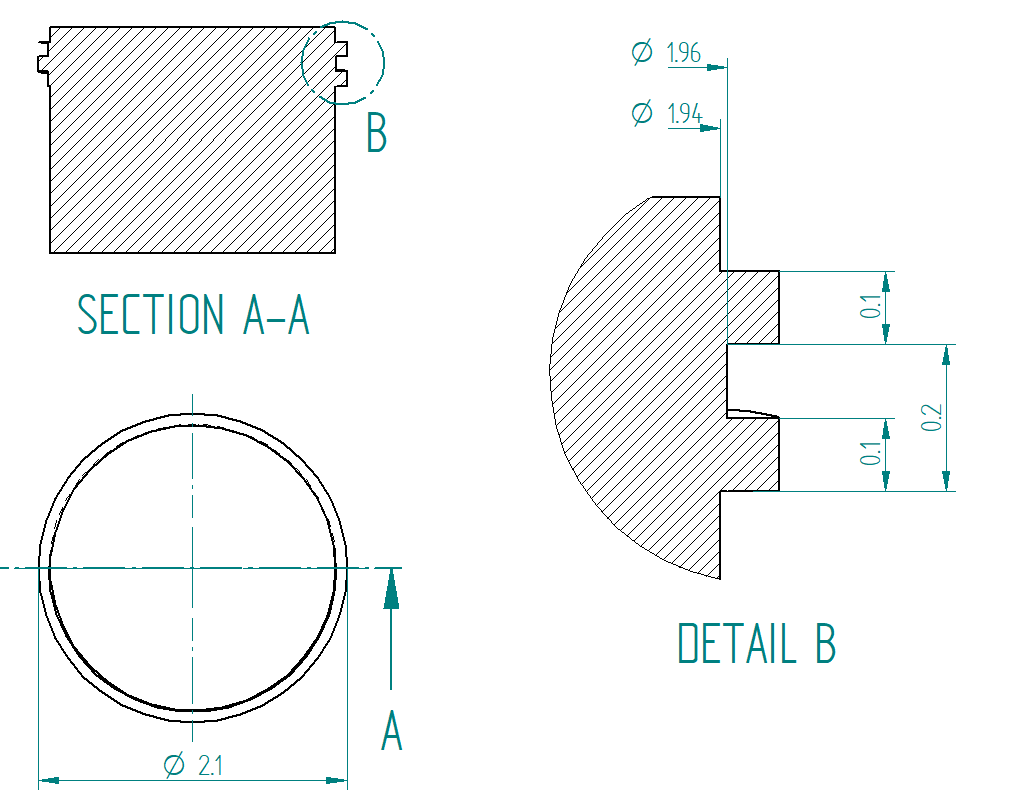
Mam problem z wytoczeniem gwintu kwadratowego. Maszyna: HAAS SL-20. Chcę wytoczyć gwint o skoku 5 T.P.I (0.2 IN tak jak na rysunku). Nie znalazłem płytek do takich gwintów więc nasunął mi się taki pomysł: Chce użyć płytki do roków 2,54mm szerokość i wykonać ten gwint. Niestety cięzko dostać taką płytkę wiec wymyśliłem żeby wykonać go płytką 2,5mm, dodać drugą bazę z "Z" przesuniętym o +0,04mm i powtórzyć gwintowanie. Da radę tak ? Czy jest jakiś lepszy pomysł.
Re: Toczenie gwintu kwadratowego
: 20 gru 2017, 18:58
autor: WZÓR
Ziemniak pisze: ↑20 gru 2017, 18:44
Witam
Mam problem z wytoczeniem gwintu kwadratowego. Maszyna: HAAS SL-20. Chcę wytoczyć gwint o skoku 5 T.P.I (0.2 IN tak jak na rysunku). ....
Gdzie ten rysunek?
.... Niestety cięzko dostać taką płytkę wiec wymyśliłem żeby wykonać go płytką 2,5mm, dodać drugą bazę z "Z" przesuniętym o +0,04mm i powtórzyć gwintowanie. Da radę tak ? Czy jest jakiś lepszy pomysł.
Bazy nie zmieniaj ..... , zwykle w offsecie narzędzia korekcje się robi.
Mariusz.
Re: Toczenie gwintu kwadratowego
: 20 gru 2017, 19:05
autor: Ziemniak
Poprawiłem post, okej dzięki za radę. A żeby zastosować to do produkcji seryjnej ? Chodzi mi o to żeby operator nie musiał się z każdą sztuką "bawić". Makro do napisania ?
Re: Toczenie gwintu kwadratowego
: 20 gru 2017, 19:15
autor: WZÓR
Ziemniak pisze: ↑20 gru 2017, 19:05
Poprawiłem post, okej dzięki za radę. A żeby zastosować to do produkcji seryjnej ? Chodzi mi o to żeby operator nie musiał się z każdą sztuką "bawić". Makro do napisania ?
Skopiuj program i drugi raz puść nóż z innym korektorem.
%
......
T0101(pierwsze nacinanie gwintu)
.....
.....
T0110 ( nacinanie gwinu z przesunięciem 0.04)
....
....
M30
%
Mariusz.
Re: Toczenie gwintu kwadratowego
: 20 gru 2017, 21:07
autor: ryby007
Radził bym nr. korekcji zmienić na inny niż ilość narzędzi w głowicy(bo mogą być zajęte itp.) np. T0120
Tylko pamiętaj pod ten korektor przepisać geometrię z T01
Tylko płytka do rowków nie ma nachylenia do toczenia gwintu więc trzeba trochę podszlifować bo na końcu może pęknąć.
Re: Toczenie gwintu kwadratowego
: 20 gru 2017, 21:40
autor: WZÓR
ryby007 pisze: ↑20 gru 2017, 21:07
Radził bym nr. korekcji zmienić na inny niż ilość narzędzi w głowicy(bo mogą być zajęte itp.) np. T0120
.....
Słuszna uwaga .
Dzięki.

P.s.
..... , ja w praktyce to zwykle spradzam .
Nie wiadomo jak postąpi młody.
Mariusz.