



")
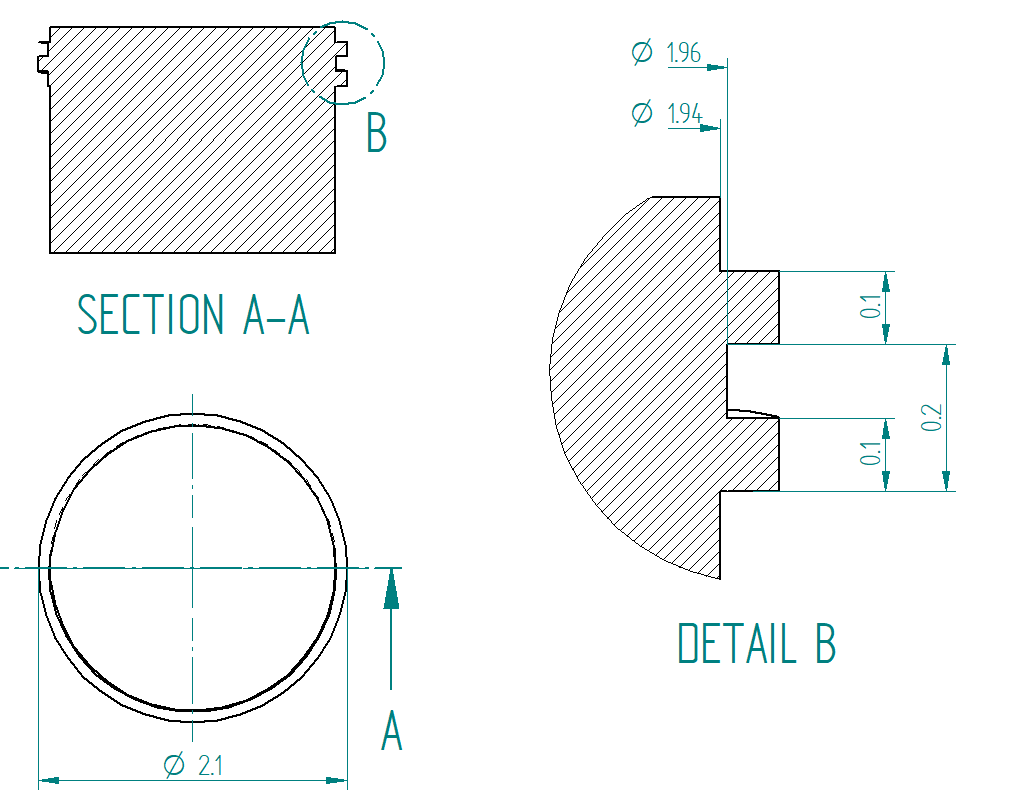
Mam problem z wytoczeniem gwintu kwadratowego. Maszyna: HAAS SL-20. Chcę wytoczyć gwint o skoku 5 T.P.I (0.2 IN tak jak na rysunku). Nie znalazłem płytek do takich gwintów więc nasunął mi się taki pomysł: Chce użyć płytki do roków 2,54mm szerokość i wykonać ten gwint. Niestety cięzko dostać taką płytkę wiec wymyśliłem żeby wykonać go płytką 2,5mm, dodać drugą bazę z "Z" przesuniętym o +0,04mm i powtórzyć gwintowanie. Da radę tak ? Czy jest jakiś lepszy pomysł.



")

")






