




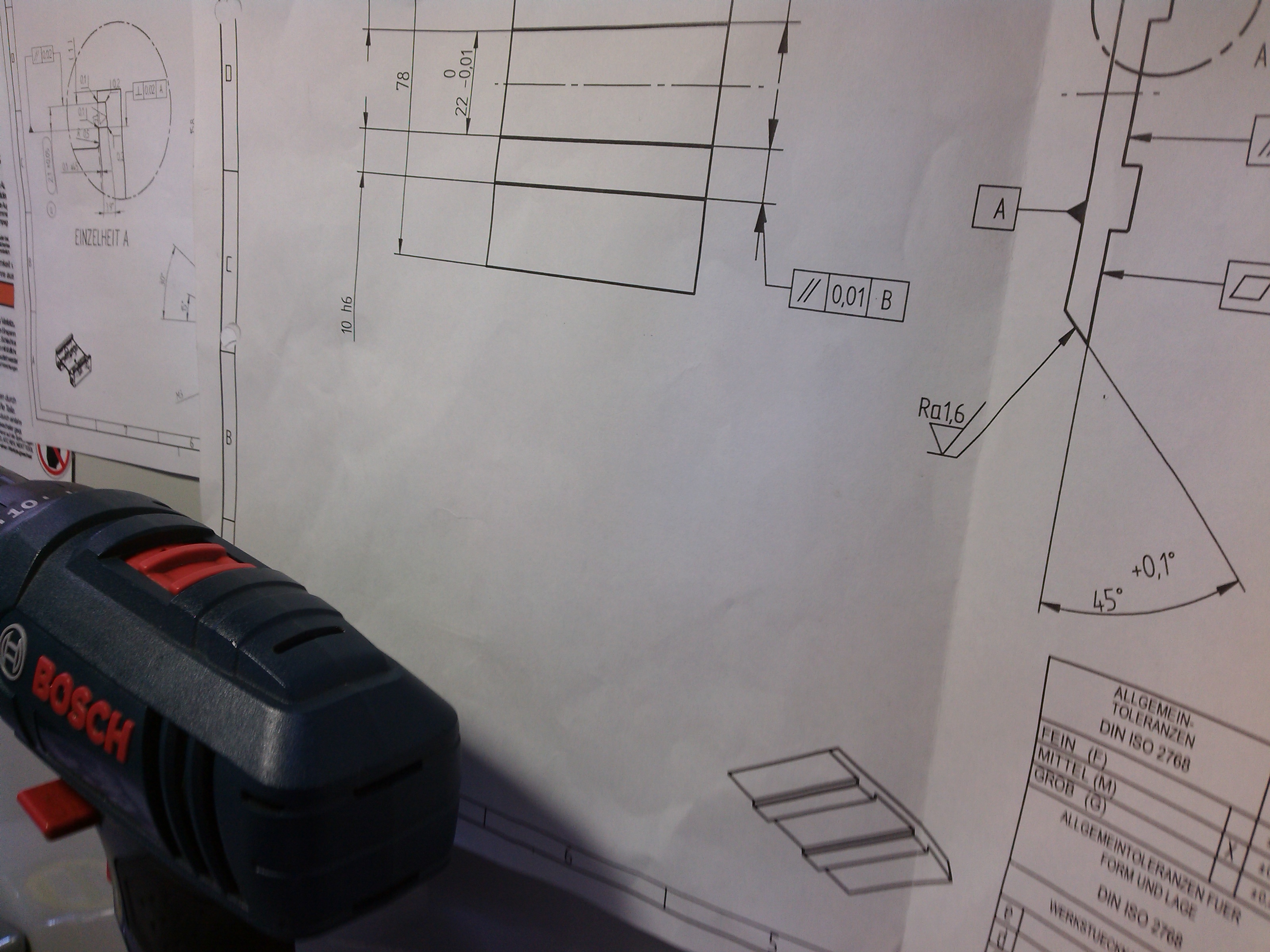
ostatnio przesiadłem się na sterowanie HAAS, mam do zrobienia pewien element (jak na załączonym zdjęciu) - mam zrobić fazę 45 st. na 5 mm głęboką. Użyję narzędzia fazownika 45 st (nie płytkowy). Nie mam pojęcia jaką mam podać średnicę w offsecie oraz na jaką głębokość wtedy fazować. Interesuje mnie też od razu sprawa zrobienia fazki usunięcia zadzioru po frezowaniu ( w tolerancji od 0.2 do 0.5 mm). Płytka na rysunku ma grubość 8 mm, fazka ma mieć 5.
Fazkę będę robił z korekcją G41 bo tak mnie akurat nauczono, a nie chcę sobie narazie mieszać.
Początkowo wpisałem w Offsecie narzędzi D0 potem puściłem program na głębokość -0.5 ale został taki zadzior. Proszę o pomoc, pozdrawiam.



")
")






