")
Jak będę zakładał tyle wątków i pytał to mnie wyrzucicie z forum, same problemy
Znalazłem post użytkownika -=JaNeK=-, który opisuje jak zabawić się w taką grę:
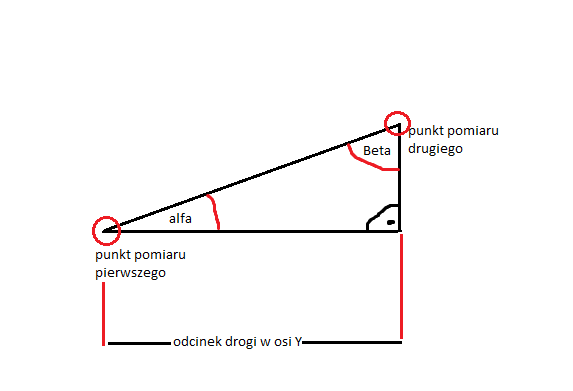
ogólnie należy zapoznać się z matematyką, cyklami które są dostępne w VQC lub IPS i z działem MAKRO w instrukcji. Poniżej przykładowy programik na pomiar skręcenia detalu na podstawie 2 pomiarów w osi Y+.
Kod: Zaznacz cały
% O00401 #501= 20.(PRZEJAZD X) #502= 0. (PRZEJAZD Y) G90 G65 P9023 A7. S58. (CYKL NA POMIAR BAZY G58 W Y+) #500= #5302 G91 G01 X#501 F500. G01 Y#502 F500. G90 G65 P9023 A7. S58. #503= #5302 #504= #503 - #500 #505= ATAN[ #504 / #501 ] (WYNIK) M30 %
pomiar kasuje zawartość bazy G58 i wstawia tam nowe wartości więc jeśli chcemy jej używać to należy ją zmierzyć dopiero po pomiarze kąta. Pomiar zaczynamy przed krawędzią detalu i poniżej czoła materiału (w programie nie ma ruchu osi Z). Jeśli coś nie będzie działało tzn że trzeba zmienić cykl G65 na taki jaki mamy w maszynie (warunek to wybranie bazy G58) - najszybciej wygenerować sobie pomiar w osi Y+ z VQC lub IPS i przepisać. Aby skręcenie osi zadziałało należy w programie który będziemy wykonywać wpisać na początku (po bazie i G90) komendy:
G00X0Y0 (UWAGA!! nastąpi ruch do bazy...)
G68R#505 (obrót układu współrzędnych)
Kod: Zaznacz cały
Nie sądzę, że w obliczeniach kąta skręcenia z punktów popełniłem, błąd- z powodu niezgodności z tym co otrzymałem z maszyny liczyłem kilka razy.
Kolejny przeprowadziłem mały test. dodałem linijki do kodu:
G00X0Y0
G68R#505
i następnie ruch po prostej. Po skręceniu układu powinien ruszyć oś X i Y. Nie stało się tak jednak
Gdzie mogłem popełnić błąd? Czy coś może być nie halo?
W innym wątku znalazłem drugą wypowiedź użytkownika -=JaNeK=-
Po pomiarze tymi cyklami nie otrzymałem w zmiennej #188 wartości.W VQC masz 2 cykle mierzące między innymi kąt skręcenia (pomiar narożnika zewnętrznego/wewnętrznego). Po pomiarze kąt skręcenia znajdziesz w zmiennej 188. Później w programie możesz też wpisać G68 R#188 X0 Y0 i będziesz miał obrócony układ współrzędnych o to co zmierzyło.
W pierwszej cytowanej wypowiedzi jest podane "G68R#505" w drugim "G68 R#188 X0 Y0". Dopiero teraz zauważyłem, że jest w tym różnica. Podawałem jedynie wersję "G68R#505" w kodzie (wtedy ruch maszyny w jednej osi a nie w dwóch, jak wspomniałem). Coś mi się wydaje, żeby z opcją drugą było okej
Nadal to nie rozwiązuje dlaczego kąt skręcenia jest inny niż faktyczny oraz dlaczego przy pomiarze narożnika zewnętrznego nie ma wartości w zmiennej #188.

")
")