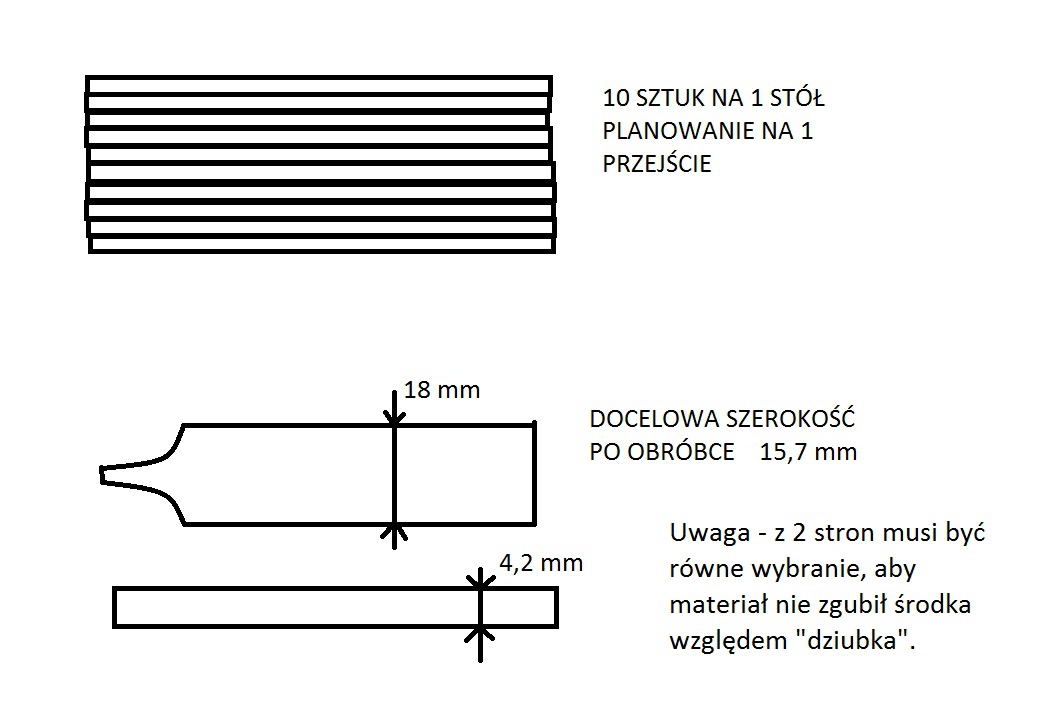
Planowanie na 1 przejście
: 12 lis 2015, 20:28
Witam!
Mam pewien problem. Posiadam 2 programy na obróbkę powierzchni detalu, na którym później będę wykrawał rowek. Osoba, która napisała program przede mną namieszała w ustawieniach narzędzi, punkcie zerowym no i w samym programie, bo wygląda skomplikowanie jak na dość prostą obróbkę. Tak więc wszystko musze sobie poustawiać od nowa. Jako, że mam małe doświadczenie w programowaniu na sterowniku Haas stąd moja prośba o ocenę aktualnego programu oraz pomoc w uproszczeniu go i zmodyfikowaniu go, aby planował powierzchnię na 1 przejście. Głowica spokojnie to ogarnie nie wiem po co to gość robił na 4 razy. Z góry dziękuję za uwagę!
DETAL 15.7 NA H-15.7 1 STR.
T1;
(GLOWICA F1 63);
;
G43 H01;
S1000 M03;
G90 G58 G00 X13. Y-50.;
G00 Z-2.;
M08;
M97 P10 L4;
;
G91 G00 Z-0.25;
G90 G01 F420. X-220,;
G00 Y5.;
G01 X13.;
G00 Y-50.;
G90 G00 Z350. ;
Y125. X-120.;
M30;
;
;
N10;
M08;
G91 G00 Z-0.25;
G90 G01 F420.X-220.;
G00 Y5.;
G01 X13.;
G00 Y-50.;
M99;
DETAL 15.7 NA H-15.7 2 STR.
T1;
(GLOWICA F1 63);
;
G43 H01;
S1000 M03;
G90 G58 G00 X13. Y-50.;
G00 Z-3.28;
M08;
M97 P10 L3;
;
G91 G00 Z-0.25;
G90 G01 F420. X-220,;
G00 Y5.;
G01 X13.;
G00 Y-50.;
G90 G00 Z350. ;
Y125. X-120.;
M30;
;
;
N10;
M08;
G91 G00 Z-0.25;
G90 G01 F420.X-220.;
G00 Y5.;
G01 X13.;
G00 Y-50.;
M99;
Mam pewien problem. Posiadam 2 programy na obróbkę powierzchni detalu, na którym później będę wykrawał rowek. Osoba, która napisała program przede mną namieszała w ustawieniach narzędzi, punkcie zerowym no i w samym programie, bo wygląda skomplikowanie jak na dość prostą obróbkę. Tak więc wszystko musze sobie poustawiać od nowa. Jako, że mam małe doświadczenie w programowaniu na sterowniku Haas stąd moja prośba o ocenę aktualnego programu oraz pomoc w uproszczeniu go i zmodyfikowaniu go, aby planował powierzchnię na 1 przejście. Głowica spokojnie to ogarnie nie wiem po co to gość robił na 4 razy. Z góry dziękuję za uwagę!
DETAL 15.7 NA H-15.7 1 STR.
T1;
(GLOWICA F1 63);
;
G43 H01;
S1000 M03;
G90 G58 G00 X13. Y-50.;
G00 Z-2.;
M08;
M97 P10 L4;
;
G91 G00 Z-0.25;
G90 G01 F420. X-220,;
G00 Y5.;
G01 X13.;
G00 Y-50.;
G90 G00 Z350. ;
Y125. X-120.;
M30;
;
;
N10;
M08;
G91 G00 Z-0.25;
G90 G01 F420.X-220.;
G00 Y5.;
G01 X13.;
G00 Y-50.;
M99;
DETAL 15.7 NA H-15.7 2 STR.
T1;
(GLOWICA F1 63);
;
G43 H01;
S1000 M03;
G90 G58 G00 X13. Y-50.;
G00 Z-3.28;
M08;
M97 P10 L3;
;
G91 G00 Z-0.25;
G90 G01 F420. X-220,;
G00 Y5.;
G01 X13.;
G00 Y-50.;
G90 G00 Z350. ;
Y125. X-120.;
M30;
;
;
N10;
M08;
G91 G00 Z-0.25;
G90 G01 F420.X-220.;
G00 Y5.;
G01 X13.;
G00 Y-50.;
M99;

