Strona 1 z 2
HAAS SL20 - Przekroczenie zakresu przesuwu Z
: 15 lip 2013, 19:55
autor: soulfly3
Witam
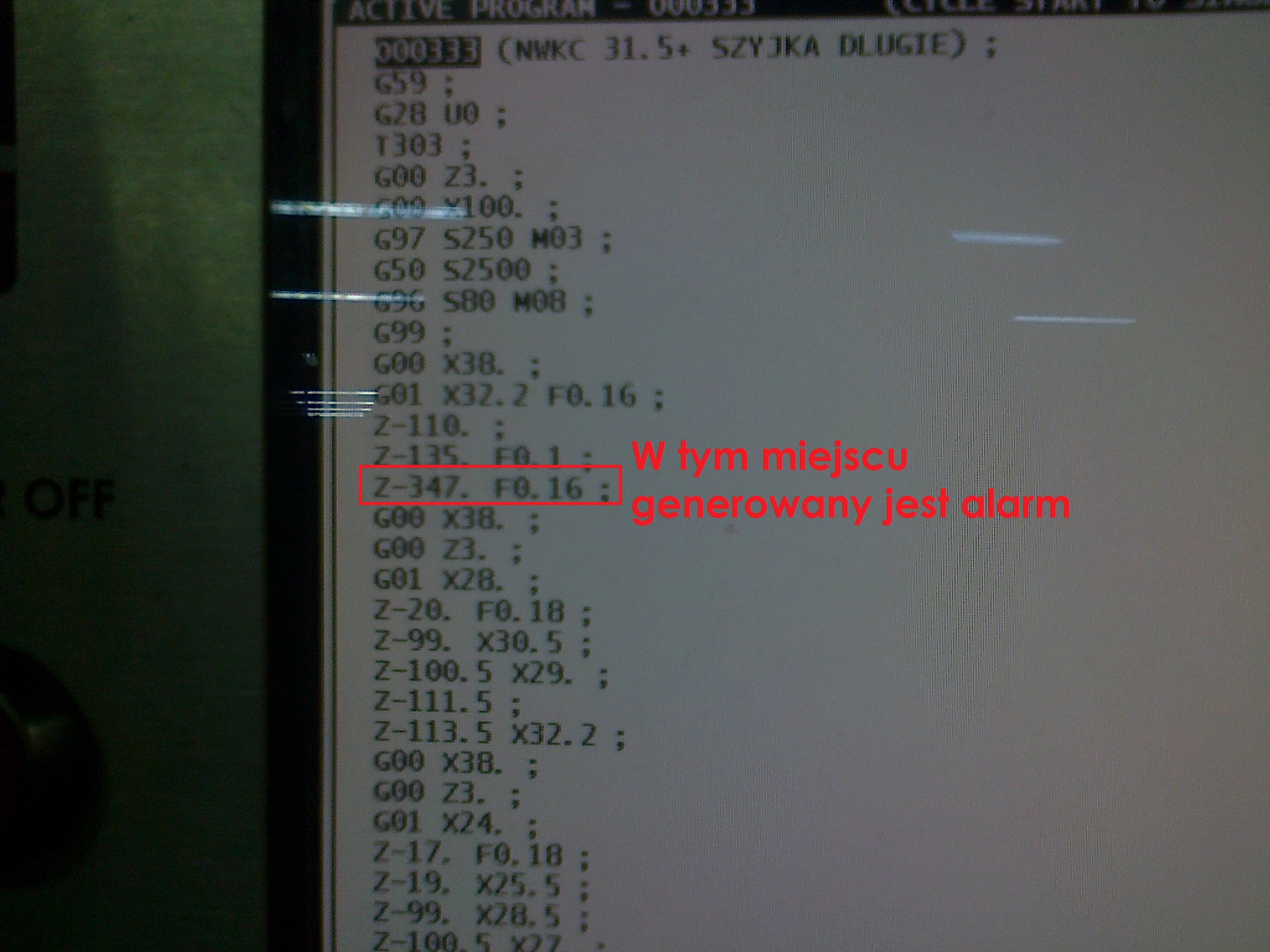
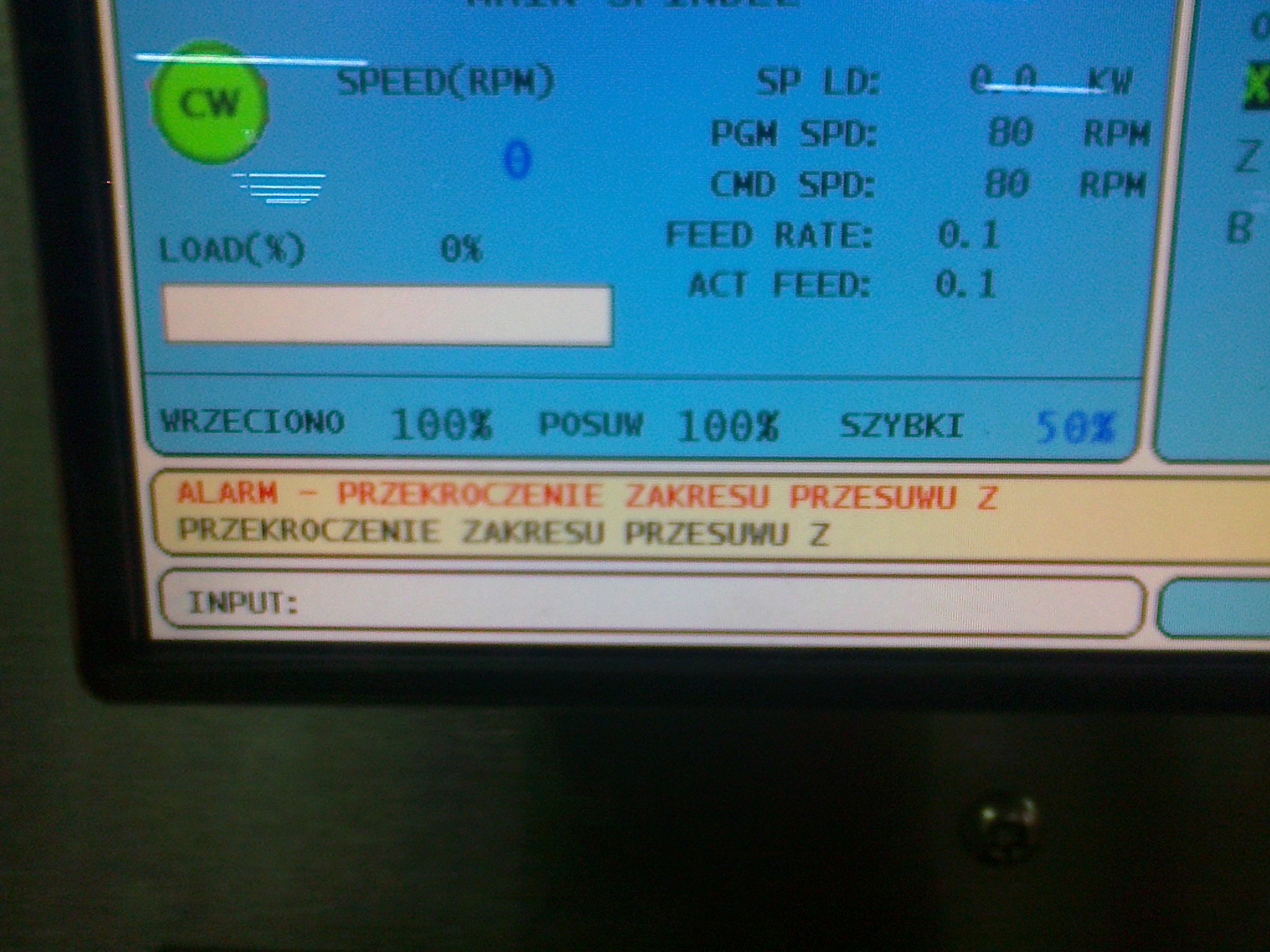
Miałem dzisiaj w pracy do wykonania detal o długości ok 360mm i podczas przeprowadzania symulacji graficznej pojawiał się Alarm - przekroczenie zakresu przesuwu Z.
Nigdy wcześniej nie obrabiałem elementów o takiej długości i taki alarm nie występował.
Jaka może być przyczyna?
Pozdrawiam
: 15 lip 2013, 20:00
autor: ryby007
Możliwe że masz w programie masz odjazd od detalu napisany w osi Z za daleko.
Upewnij się że baza jest ustawiona w odpowiednim miejscu i pokaż kod programu.
: 15 lip 2013, 20:01
autor: brzydal
źle ustawiona kompensacja narzędzia
: 15 lip 2013, 20:14
autor: soulfly3
Detal mam zbazowany na pewno dobrze. Kompensacja narzędzie też jest prawidłowa.
Alarm nie jest generowany na poczatku programu, ale już w jego trakcie.
 [ Dodano: 2013-07-15, 20:20 ]
[ Dodano: 2013-07-15, 20:20 ]
Z tego co wiem to na tej maszynie można obrabiać dwukrotnie dłuższe elementy.
Wydaję mi się, że to kwestia konika, który można ręcznie przesuwać na szynie odkrecając 2 śruby. Jednak później trzeba zmienić jakieś wartości w ustawieniach maszyny, z tym że nie wiem jakie.
: 15 lip 2013, 20:26
autor: dance1
długość materiału + długość narzędzia + wysokość przejść narzędzia, sprawdź limity na maszynie, może po prostu materiał, narzędzie za wysokie, może wystarczy obniżyć przejścia o kilka setek i już będzie ok.
Za mało info, napisz o ile oś przekroczona itp, od tego trzeba zaczynać.
: 15 lip 2013, 20:56
autor: soulfly3
Jutro postaram się uzyskać więcej informacji i mam nadzieję, że uda sie znaleźć rozwiązanie problemu.
: 15 lip 2013, 21:16
autor: ryby007
tak dla pewności wpisz na początku programu G90, no i baza G59 jest ustawiona według noża na pewno czy może się rypło i G54?

Wole się 100 razy spytać niż raz spierd...

: 15 lip 2013, 21:25
autor: soulfly3
Baza jest ustawiona na G59.
Re: HAAS SL20 - Przekroczenie zakresu przesuwu Z
: 16 lip 2013, 12:19
autor: WZÓR
soulfly3 pisze:... Nigdy wcześniej nie obrabiałem elementów o takiej długości i taki alarm nie występował.
Jaka może być przyczyna?
Pozdrawiam
... za krótka maszyna. 
Na swojej SL-20 zmierzyłem sondą
i ustawiłem nóż zdzierak tuż przy koniku.
Baza (G55) 152.908 i puściłem program O33334 (TEST) ..... , gdyby nie G28 U0 to nieźle przywaliłbym w uchwyt tokarski.
 http://fotoo.pl/show.php?img=575811_wp-000351.jpg.html
P.S.
http://fotoo.pl/show.php?img=575811_wp-000351.jpg.html
P.S.
..... błędu nie było , program przeszedł.
Mariusz.
: 19 lip 2013, 19:28
autor: soulfly3
ryby007 pisze:Możliwe że masz w programie masz odjazd od detalu napisany w osi Z za daleko.
Upewnij się że baza jest ustawiona w odpowiednim miejscu i pokaż kod programu.
Faktycznie, to była kwestia złej bazy. Wykonywałem partię krótszych detali i miałem bazę ustawioną G59 = 276.260. W między czasie chciałem sobie sprawdzić ten nowy program poprzez symulację graficzną (nie robiłem nowej bazy, bo nie wiedziałem że jest ona uwzględniania w symulacji) no i przy współrzędnej Z-347. wyskakiwał błąd.
Nowe bazowanie rozwiązało problem.
Jednak wczesniej sprawdziłem przy jakiej wartości zniknie Alarm (dla bazy G59=276.260), obniżałem o 1 mm wartość Z-347. , Alarm zniknał przy Z-335. , wiec przy uzyciu suwmiarki odmierzyłem tą wartośc od czoła detalu w minusie w osi Z, no i poczatek znajdował sie mniej wiecej w połowie uchwytu trojszczekowego (nie na jego czole) wiec to Ograniczenie zakresu przesuwu Z dotyczy maksymalnego ruchu w osi -Z głowicy narzedziowej, nie uwzgledniajac uderzenia w uchwyt?
{kind=link}