



Witam,
Posiadam na wyposażeniu mojej maszyny sondę do pomiaru narzędzi Reinshow OTS transmisja optyczna. Niestety podczas pomiaru narzędzia uszkodziłem ją. To znaczy narzędzie uderzyło w trzpień pomiarowy i pękł bezpiecznik na którym jest zamocowany trzpień. Zakupiłem bezpiecznik, ale niestety sonda nie dokonuje pomiaru. Narzędzie podjeżdża nad trzpień pomiarowy i generuje alarm. Domyślam się, że wymaga ponownej kalibracji, ale niestety nie posiadam, wiedzy jak to zrobić. Chciałbym aby ktoś mi opisał jeżeli wie jak to zrobić krok po kroku. Będę bardzo wdzięczny za pomoc. Pozdrawiam
kalibracja sondy Reinshaw OTS


-
wawer
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 347
- Rejestracja: 30 kwie 2007, 14:29
- Lokalizacja: Wawa
a niech kolega zobaczy czy jest transmisja pomiędzy sondą a odbiornikiem
tzn czy jak uruchamia się cykl pomiarowy migają diodki zielone na sondzie i świecą się na zielono na odbiorniku.
może to tylko baterie w sondzie.
Jak uda się ją uruchomić to potem będziemy ją kalibrować
pozdr
tzn czy jak uruchamia się cykl pomiarowy migają diodki zielone na sondzie i świecą się na zielono na odbiorniku.
może to tylko baterie w sondzie.
Jak uda się ją uruchomić to potem będziemy ją kalibrować
pozdr
Jeżeli uważasz że pomogłem kliknij 
Pomagam w frezarkach HAAS
Tokarkach HAAS
Drutówkach MITSUBISHI
DRUTÓWKACH ACCUTEX
Świadczę usługi Obróbka skrawaniem, frezowanie, toczenie cięcie WEDM
Pomagam w frezarkach HAAS
Tokarkach HAAS
Drutówkach MITSUBISHI
DRUTÓWKACH ACCUTEX
Świadczę usługi Obróbka skrawaniem, frezowanie, toczenie cięcie WEDM
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 7980
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: kalibracja sondy Reinshaw OTS
... a może ci się baterie skończyły?futro1983 pisze:... Narzędzie podjeżdża nad trzpień pomiarowy i generuje alarm. Domyślam się, że wymaga ponownej kalibracji, ale niestety nie posiadam, wiedzy jak to zrobić. Chciałbym aby ktoś mi opisał jeżeli wie jak to zrobić krok po kroku. Będę bardzo wdzięczny za pomoc. Pozdrawiam
Do pomiarów należałoby mieć trzpień i czujnik mikronowy.
Możesz skalibrować w VQC (czarny ekran) lub w IPS (bialy ekran).
Ustaw trzpień pomiarowy (kowadełko) na czujnik mikronowy (patrz załącznik; instrukcja)
Zamontuj we wrzecionie oprawkę ER z trzpieniem kontrolnym (np. szlifowany kołek) , zmierz jego długość i ,,bicie'' po obwodzie.
Najazd ok.5 mm nad trzpień pomiarowy (kowadełko).
F1
F1
F1
przesunięcie nr. narzędzia 4*
Wpisać długość zmierzoną i średnicę trzpienia.
CYCLE START
----------------------
*- nr. kieszeni wybranej do zamocowania trzpienia.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
futro1983
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 7
- Posty: 9
- Rejestracja: 25 sty 2012, 21:09
- Lokalizacja: Szczytno
Witam,
Dziękuję za odpowiedz. Baterie sprawdziłem na samym początku, ale niestety to nie ich wina po wymianie nadal jest to samo. Wnioskuję z podpowiedzi, że muszę ją po prostu ponownie kalibrować. Problem w tym, że nie posiadam trzpienia kontrolnego. Jeżeli wiecie to bardzo bym prosił o podpowiedz jak wykonać taki trzpień i jak go dokładnie zmierzyć po zamocowaniu w oprawce. Najlepiej jak macie jakiś rysunek.
Pozdrawiam serdecznie.
Dziękuję za odpowiedz. Baterie sprawdziłem na samym początku, ale niestety to nie ich wina po wymianie nadal jest to samo. Wnioskuję z podpowiedzi, że muszę ją po prostu ponownie kalibrować. Problem w tym, że nie posiadam trzpienia kontrolnego. Jeżeli wiecie to bardzo bym prosił o podpowiedz jak wykonać taki trzpień i jak go dokładnie zmierzyć po zamocowaniu w oprawce. Najlepiej jak macie jakiś rysunek.
Pozdrawiam serdecznie.
-
BodzioT
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 2
- Posty: 15
- Rejestracja: 25 lis 2006, 21:02
- Lokalizacja: kraków
odpowiedz masz powyżejfutro1983 pisze:Witam,
Dziękuję za odpowiedz. Baterie sprawdziłem na samym początku, ale niestety to nie ich wina po wymianie nadal jest to samo. Wnioskuję z podpowiedzi, że muszę ją po prostu ponownie kalibrować. Problem w tym, że nie posiadam trzpienia kontrolnego. Jeżeli wiecie to bardzo bym prosił o podpowiedz jak wykonać taki trzpień i jak go dokładnie zmierzyć po zamocowaniu w oprawce. Najlepiej jak macie jakiś rysunek.
Pozdrawiam serdecznie.
ja miałem ukręcone frezy które sprawowały wie wyśmienicieWZÓR pisze: Zamontuj we wrzecionie oprawkę ER z trzpieniem kontrolnym (np. szlifowany kołek) , zmierz jego długość i ,,bicie'' po obwodzie.
Idealnie rzne głupa
pomaga mi w tym wykrawarka laserowa TRUMPF TCL 3030
pomaga mi w tym wykrawarka laserowa TRUMPF TCL 3030
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 7980
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Ja go mierzę miarą stalową (z dokładnością ok. 3mm) ...... , resztę wykona cykl.futro1983 pisze:... jak wykonać taki trzpień i jak go dokładnie zmierzyć po zamocowaniu w oprawce....
P.S.
Wybierz sposób , w którym będziesz kalibrował sondę , tj. w VQC (czarny ekran) lub w IPS (biały ekran).
Wejdź w zakładkę < kalibracja sond>.... czytaj i wykonuj po kolei to , co tam pisze.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
futro1983
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 7
- Posty: 9
- Rejestracja: 25 sty 2012, 21:09
- Lokalizacja: Szczytno
Witam,
Dziękuję za odpowiedz sprawdziłem w swojej maszynie i wrzucam zdjęcia dla potwierdzenia swoich obserwacji. W VQC raczej brak jest programu do kalibracji sondy więc muszę skorzystać z drugiej opcji ustawień. Proszę sprawdźcie czy wybrałem odpowiednie okno do kalibracji. Są dwa pierwszy chyba do kalibracji sondy narzędziowej, a druga do kalibracji sondy przedmiotowej. Podpowiedzcie jakie dane muszą być wpisane , a jakie mogę pominąć. Powrócę jeszcze raz do trzpienia pomiarowego, a dokładnie do jego długości. Muszę wiedzieć bardzo dokładnie ponieważ mój szef zapłacił za jeden bezpiecznik 330zł. Długość trzpienia to długość razem z oprawką czy może długość mierzona od miejsca na wrzecionie. Pamiętam, że kiedyś pan który nas szkolił mówił coś o pomiarze narzędzia jak było zamocowane we wrzecionie, więc teraz mam mętlik w głowie. Wrzucam zdjęcie oprawki powiedźcie proszę od jakiego miejsca dokonywać pomiaru.
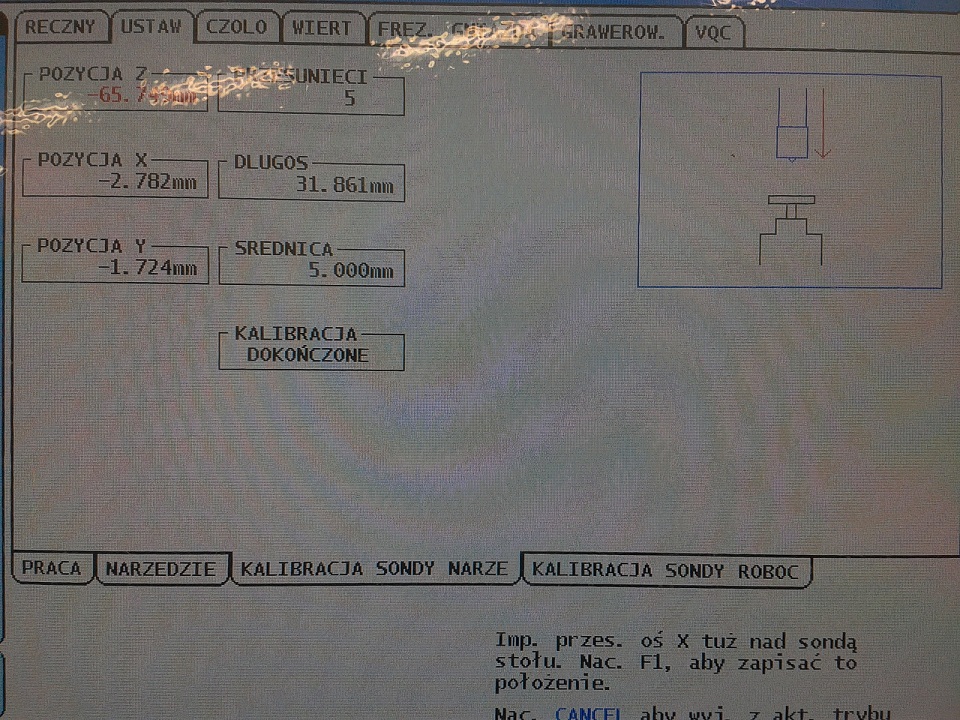
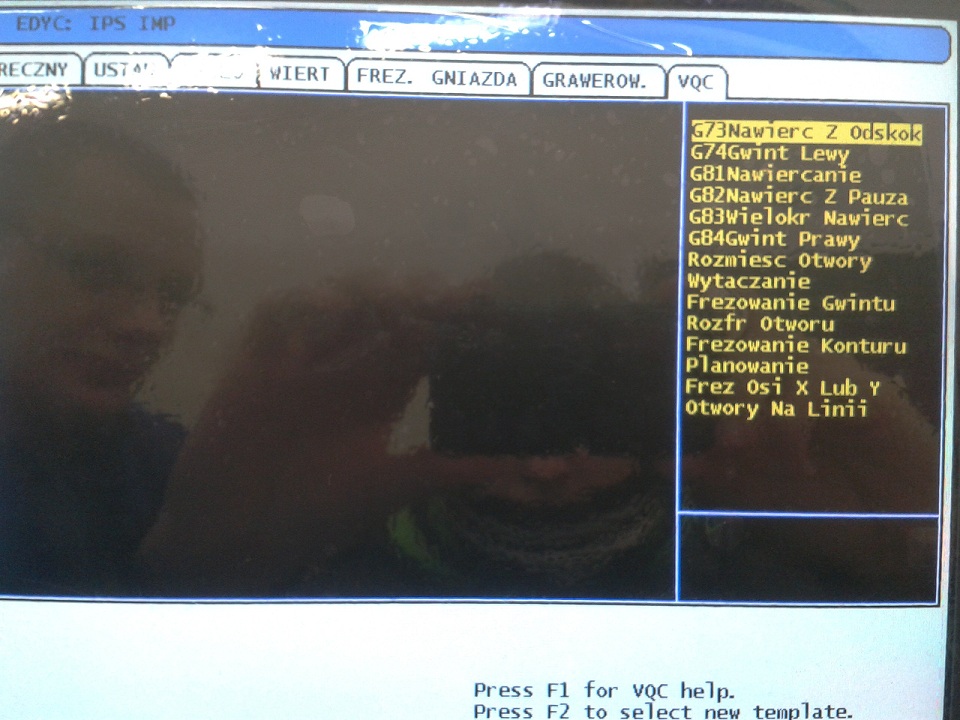
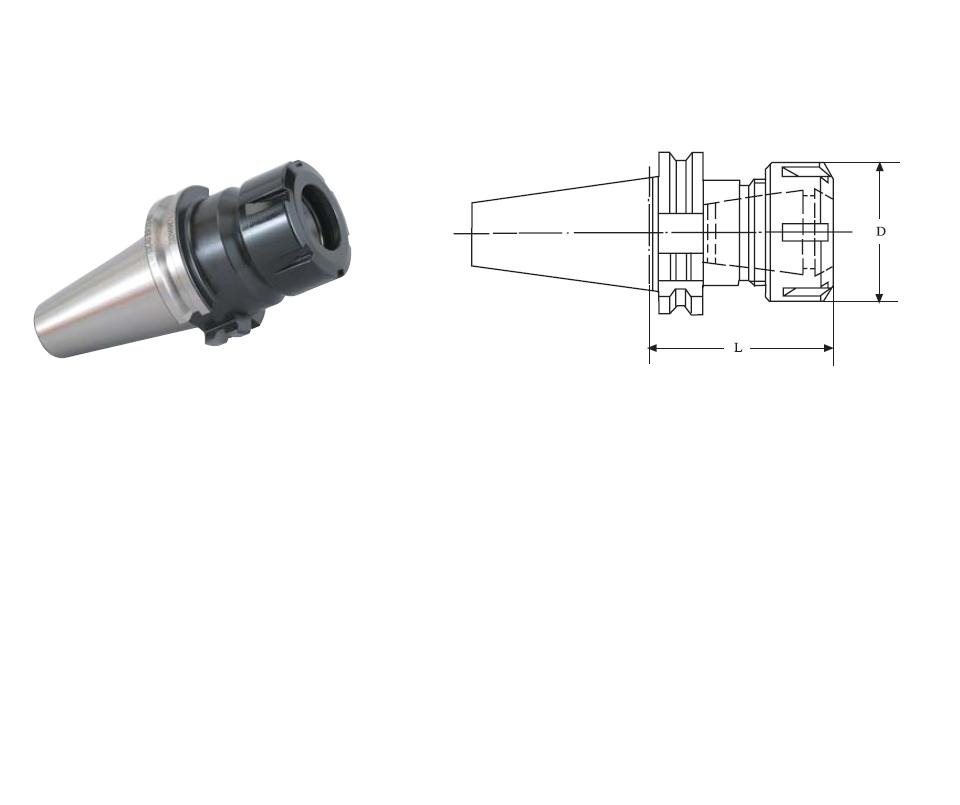
Dziękuję za odpowiedz sprawdziłem w swojej maszynie i wrzucam zdjęcia dla potwierdzenia swoich obserwacji. W VQC raczej brak jest programu do kalibracji sondy więc muszę skorzystać z drugiej opcji ustawień. Proszę sprawdźcie czy wybrałem odpowiednie okno do kalibracji. Są dwa pierwszy chyba do kalibracji sondy narzędziowej, a druga do kalibracji sondy przedmiotowej. Podpowiedzcie jakie dane muszą być wpisane , a jakie mogę pominąć. Powrócę jeszcze raz do trzpienia pomiarowego, a dokładnie do jego długości. Muszę wiedzieć bardzo dokładnie ponieważ mój szef zapłacił za jeden bezpiecznik 330zł. Długość trzpienia to długość razem z oprawką czy może długość mierzona od miejsca na wrzecionie. Pamiętam, że kiedyś pan który nas szkolił mówił coś o pomiarze narzędzia jak było zamocowane we wrzecionie, więc teraz mam mętlik w głowie. Wrzucam zdjęcie oprawki powiedźcie proszę od jakiego miejsca dokonywać pomiaru.
-
MoldMichal
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 307
- Rejestracja: 03 mar 2012, 12:04
- Lokalizacja: Częstochowa
mierzysz czujnikiem mikronowym od czola wrzeciona(koło zabieraków;) ) do konca trzpienia pomiarowego.
chocby frez zalozony tylem w er`ke
przed zabawa sprawdz bicie trzpienia a pomiaru dokonuj najpiepiej na M19
takrze sonde wypoziomuj za pomoca czujnika mikronowego za pomoca srubeczek, jak jedna odkrecasz to druga dokrecasz - zebys czasem nie krtecił w 1 strone obu;
u mnie wystarczylo najechac pozniej danym trzpieniem nad sonde i podac tylko wymiezona długosc trzpienia i jego dokładna srednice . reszta poszła z automatu
chocby frez zalozony tylem w er`ke
przed zabawa sprawdz bicie trzpienia a pomiaru dokonuj najpiepiej na M19
takrze sonde wypoziomuj za pomoca czujnika mikronowego za pomoca srubeczek, jak jedna odkrecasz to druga dokrecasz - zebys czasem nie krtecił w 1 strone obu;
u mnie wystarczylo najechac pozniej danym trzpieniem nad sonde i podac tylko wymiezona długosc trzpienia i jego dokładna srednice . reszta poszła z automatu
Pozdrawiam Michał
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 7980
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Nie może być .... , dobrze sprawdzałeś ?futro1983 pisze:Witam,
Dziękuję za odpowiedz sprawdziłem w swojej maszynie i wrzucam zdjęcia dla potwierdzenia swoich obserwacji. W VQC raczej brak jest programu do kalibracji sondy więc muszę skorzystać z drugiej opcji ustawień....
Długość trzpienia to długość razem z oprawką od czoła wrzeciona do końca kołka.... Powrócę jeszcze raz do trzpienia pomiarowego, a dokładnie do jego długości. Muszę wiedzieć bardzo dokładnie ponieważ mój szef zapłacił za jeden bezpiecznik 330zł. Długość trzpienia to długość razem z oprawką czy może długość mierzona od miejsca na wrzecionie. ....
I jak napisałem wcześniej;
http://zapodaj.net/9ec92247ed237.jpg.htmlWZÓR pisze: ....
Ustaw trzpień pomiarowy (kowadełko) na czujnik mikronowy (patrz załącznik; instrukcja)
Zamontuj we wrzecionie oprawkę ER z trzpieniem kontrolnym (np. szlifowany kołek) , zmierz jego długość i ,,bicie'' po obwodzie.
Najazd ok.5 mm nad trzpień pomiarowy (kowadełko).
F1
F1
F1
przesunięcie nr. narzędzia 4*
Wpisać długość zmierzoną i średnicę trzpienia.
CYCLE START
----------------------
*- nr. kieszeni wybranej do zamocowania trzpienia.
Mariusz.
MoldMichal pisze: mierzysz czujnikiem mikronowym od czola wrzeciona(koło zabieraków;) ) do konca trzpienia pomiarowego. ....
.... miarą stalową z dokładnością ok. 3mm wystarczy.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
MoldMichal
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 307
- Rejestracja: 03 mar 2012, 12:04
- Lokalizacja: Częstochowa
mnie serwisant uczył inaczej i kładł nacisk na ten czujnik mikronowyWZÓR pisze: MoldMichal napisał/a:
mierzysz czujnikiem mikronowym od czola wrzeciona(koło zabieraków;) ) do konca trzpienia pomiarowego. ....
.... miarą stalową z dokładnością ok. 3mm wystarczy.
Mariusz.
ale nie bede sie klucil bo pewnosci nie mam, a serwisant od uruchomienia maszynki tez nie znał sie az tak dobrze jak powinien
Pozdrawiam Michał







{kind=link}