Strona 1 z 1
Początkujący prosi o sprawdzenie programu
: 17 sie 2011, 14:45
autor: __rav
Witam.
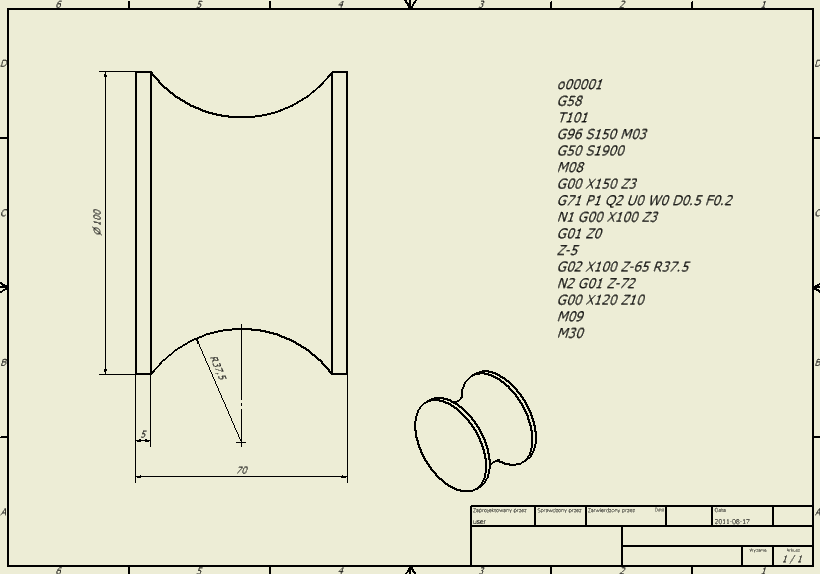
Jak w temacie, jestem początkujacy i prosiłbym o sprawdzenie czy poprawnie napisałem program procesu toczenia.
Z góry dziękuję za pomoc.
Pozdrawiam __rav
ewentualnie prosze zerknąc tutaj:
http://www.przeklej.pl/plik/rolka1-tif-002c627er03p
: 17 sie 2011, 20:23
autor: WZÓR
Napisałeś program na obróbkę zgrubną (G71) nie uwzględniając naddatków na obróbkę wykańczającą (G70) - chodzi mi o wartości przy U i W.
...
G00 X150 Z3
...
jak możesz to wykonuj tego typu ruchy w ten sposób ;
...
G00 Z3.
X150.
...
unikniesz kolizji z konikiem (np.) na SL-20 Haas
Brak znaku % na początku i końcu programu , G42 /G40 oraz obróbki wykańczającej G70.
Generalnie program wymaga kilku poprawek , ale ogólnie jest OK.
Poniżej moja wersja;
%
O00001
G28 U0
G28 W0
G58
T0101
G96 S150 M03
G50 S1900
M08
G00 Z3.
X150.
G71 P1 Q2 U0.5 W0.2 D0.5 F0.2
N1 G42 G00 X100. Z3.
G01 Z-5. F0.15
G02 X100. Z-65. R37.5
N2 G01 Z-72.
G00 G40 X102.
Z3.
G70 P1 Q2
M05
M09
G28 U0
G28 W0
M30
%
P.S.
Raz - nie wiem dlaczego na SL-20 Haas wyświetlił mi się ALARM przy G40 w j. angielskim , którego nie mołem sobie przetłumaczyć , więc dodałem jeszcze jeden ruch , tj. N3..... w cyklu G71 i problem miałem z głowy.
W Twoim przypadku wyglądałoby to tak;
....
....
G71 P1 Q3 U0.5 W0.2 D0.5 F0.2
N1 G42 G00 X100. Z3.
G01 Z-5. F0.15
G02 X100. Z-65. R37.5
N2 G01 Z-72.
N3 G00 G40 X102.
Z3.
G70 P1 Q3
...
...
po tej zmianie w/w ALARM nie powtórzył się i maszyna skończyła program bez problemu.
: 17 sie 2011, 20:34
autor: __rav
Witam.
Bardzo Panu dziękuję. Powiem tak: wszystkiego nauczyłem się z podręcznika i kilku rozmów z kimś madrzejszym w temacie programowania. Nigdy nie stosowałem obróbki wykańczającej dlatego brak G70 oraz w cyklu G71 brak naddatków na wykonczenie. Chodziło mi o sam aspekt czy dzięki programowi który napisałem uzyskam element jak na rysunku.
Raz jeszcze Panu bardzo dziekuję.
Pozdrawiam _rav
: 17 sie 2011, 21:10
autor: WZÓR
__rav pisze:.... Nigdy nie stosowałem obróbki wykańczającej dlatego brak G70 oraz w cyklu G71 brak naddatków na wykonczenie. Chodziło mi o sam aspekt czy dzięki programowi który napisałem uzyskam element jak na rysunku....
Jak dopiszesz w odpowiednim miejscu G42/G40 , to tak.
... wtedy promień wyjdzie jak należy.
: 19 sie 2011, 21:49
autor: ryby007
Witam.
Dodam od siebie że ja wpisuję jeszcze w procesowaniu komendę
I oraz
K bo mnie tak uczono na kursie i jeśli nie jest wymagana wielka dokładność i gładkość powierzchni to bardzo przydatne bo wtedy nie potrzeba
G70 tylko
U0. W0. w
G71.
Opis bloku(
P1 Q2) zawsze opisuję tak aby zaczynało i kończyło na tej samej średnicy
X 
: 20 sie 2011, 09:11
autor: WZÓR
ryby007 pisze:.... bo wtedy nie potrzeba G70 tylko U0. W0. w G71.
Jak wykonujesz tę operację jednym nożem , to tak.
W praktyce jest zwykle inaczej.
Ustawiasz produkcję (np.) detal forumowicza
__rav i po kilkunastu sztukach zauważasz kiepską powierzchnie po toczeniu z powodu przytępionej płytki.
Warto / należy wtedy operację toczenia zgrubnego i wykańczania rozdzielić na dwa noże i w tym momencie parametr
U i
W jest potrzebny.
....
T0101 (NÓŻ DO ZGRUBNEJ)
....
G71 P1 Q2 U0.5 W0.2 D0.5 F0.2
....
T0202 (WYKAŃCZAK)
....
G70 P1 Q2
....
....
P.S.
Jak piszę programy przy maszynie , to nigdy nie zapominam o tej regule , a na Forum ,,idę na skróty'' pomijając ten szczegół ... a nie powinienem.

: 20 sie 2011, 10:51
autor: ryby007
Prawdopodobnie bym też wykonywał
G70 gdybym nie miał miejsca tylko na 3noże i ręcznie przekładał narzędzia, bo czas to pieniądz a czasami trzeba kilka narzędzi wymienić do jednego detalu aż ręce czasem opadają

Pozdrawiam serdecznie
