Strona 1 z 2
Jak uruchomić duży program G-code?
: 10 lut 2011, 07:44
autor: MBK
Jak w temacie:
Mam wygenerowany duży program g-code, chcę go uruchomić na VF-2, ale nie ma tyle miejsca w pamięci maszyny, aby go skopiować.
Proszę o przepis, jak uruchomić taki program z pamięci USB.
(Najlepiej krok po kroku

)
: 10 lut 2011, 09:44
autor: WZÓR
Wczytywanie programu bezpośrednio z innego źródła np. pendriva.
Wchodzisz na pendrive , wybierasz program i naciskasz [select prog.] otworzy się tryb FNC , z którego poprzez przycisk [cycle start] można uruchomić program.
Trzeba brać pod uwagę dwie sprawy;
1. Prędkość odczytu z pena jest mniejsza niż z pamięci obrabiarki , a co za tym idzie jest mniejszy limit linijek na minutę.
2.Nie działa wtedy czytanie z wyprzedzeniem.
Jak istnieje możliwość , to podziel ten program na dwa mniejsze i puszczaj po kolei ( jeden po drugim).
Sterowanie Numeryczne Plików (FNC)
Program można uruchomić z jego lokalizacji w sieci lub z urządzenia pamięci masowej (urządzenie pamięci masowej
USB, dyskietka elastyczna, dysk twardy). Aby uruchomić program z takiej lokalizacji, należy przejść do ekranu
Menedżera Urządzeń (nacisnąć List Prog), zaznaczyć program na wybranym urządzeniu i nacisnąć "Select Prog".
Program zostanie wyświetlony w aktywnym okienku programu, zaś symbol "FNC" przy nazwie programu w List Prog
wskaże, iż jest to aktualnie aktywny program FNC. Podprogramy można wywołać za pomocą M98, przy czym pod
warunkiem, że podprogram znajduje się w tym samym katalogu, co program główny. Ponadto, podprogram musi być
nazwany zgodnie z konwencją nazewnictwa Haas, z uwzględnieniem wielkości liter, np. O12345.nc.
źródło; instrukcja obsługi Haas
: 08 gru 2013, 10:28
autor: alekmoes
WZÓR,
Witam
Pierwszy raz próbuje z kimś się skontaktować na tym forum. Nie wiem czy to dobra droga.
Bardzo potrzebuje informacji na temat generowania Gkodow z modeli 3D. Dokładnie chodzi o generowanie kodów do centrum Haas VF-6 z programu Inventorcam. Czy mozesz mi pomóc w tej kwestii lub poradzić gdzie mógłbym się zgłosić?
: 08 gru 2013, 10:51
autor: WZÓR
alekmoes pisze:WZÓR,
Witam
Pierwszy raz próbuje z kimś się skontaktować na tym forum. Nie wiem czy to dobra droga.
Bardzo potrzebuje informacji na temat generowania Gkodow z modeli 3D. Dokładnie chodzi o generowanie kodów do centrum Haas VF-6 z programu Inventorcam. Czy mozesz mi pomóc w tej kwestii lub poradzić gdzie mógłbym się zgłosić?
InventorCAM® jest produktem firmy SolidCAM.
W takim wypadku najlepiej zgłosić się do CNS Solutions Sp. z o.o.
p.s.
... a w czym masz problem?
Mariusz.
: 08 gru 2013, 10:56
autor: alekmoes
Całkiem nie źle mi idzie z rysowaniem w Inwentor dlatego zacząłem kombinować z inventoecam. Udało mi sie wygenerowac gkody na planowanie ale nie da sie ich prawidow skopiowac na maszyne - w czasie kopiowania pojawia sie alarma "Bad kode" program pojawia sie na liście w Memory ale niektóre wiersze sa w nawiasach z pytajnikami a nie powinny np wiersz odpowiedzalny za uruchomienie wrzeciona S2000.... dzwoniłem do Slida ale nic mi nie pomogli.
: 08 gru 2013, 10:59
autor: WZÓR
Wrzuć ten program do wglądu.
p.s.
.... Haas nie lubi ,,krzaczków '' w G- kodzie.
Mariusz.
: 08 gru 2013, 11:02
autor: alekmoes
%
O00056 (PRÓBA FREZ)
N100 (COMPENSATION-WEAR)
N102 (REV-0.70)
N104 (DEC-06-2013-5:47:17PM)
N106 (TOOL 2 - DIA 63.)
N1 G90 G17 G40 G80 G00
N108 M06 T2 ()
N110 (FM-facemill)
N112 S1000 M03
N114 G00 G54 G90 X-36.3275 Y59.6026
N116 G43 H2 Z50.
N118 Z10.
N120 Z2.
N122 G01 Z-2. F33.
N124 X126.3224 F100.
N126 X127.7773 Y23.9878 F200.
N128 X-37.7823 F100.
N130 X-36.3275 Y-11.627 F200.
N132 X126.3224 F100.
N134 G00 Z10.
N136 G00 G28 G91 Z0
N138 G00 G28 G91 X-15.0 Y0.
N140 G90
N142 M06 T2
N144 M30
%
[ Dodano: 2013-12-08, 11:07 ]
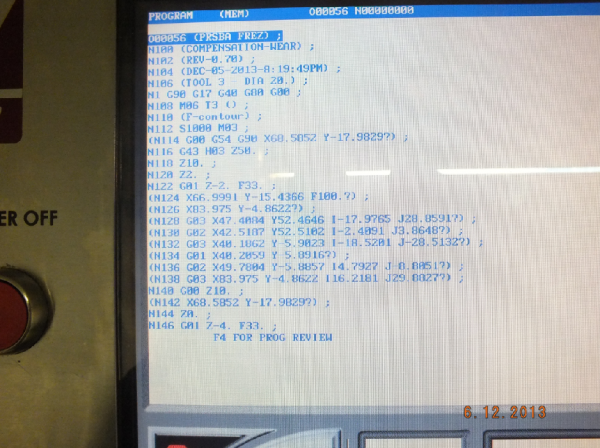
Tak wygląda program po otwarciu na maszynie
: 08 gru 2013, 11:17
autor: WZÓR
Jak wyżej napisałem ...... , po wrzuceniu programu na symulator robi ,,krzaczki''
http://zapodaj.net/27b52773a12ca.bmp.html
Po usunięciu
,,?" i
( ) powinno być OK.
...
,,?'' i
( ) usunięte .
Patrz niektóre wartości mają cztery cyfry po
,, , ''
Program po poprawkach poszedł.
http://zapodaj.net/080c17f185971.bmp.html
p.s.
Wygląda na to , że postprocesor do poprawy.
Mariusz.
: 08 gru 2013, 11:33
autor: alekmoes
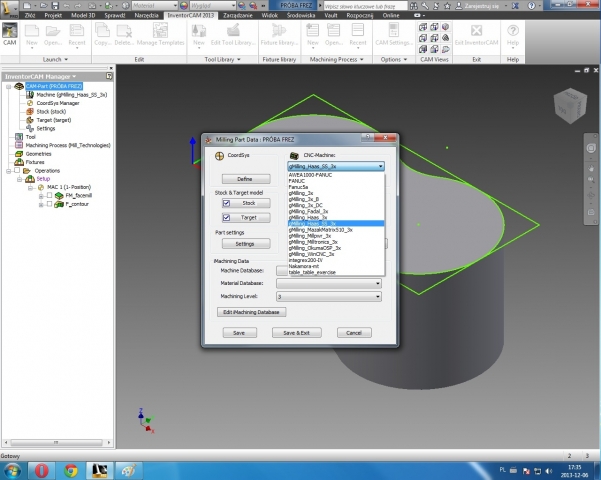
Ale co może byc przyczyna tych "krzaczków"? Źle dobrany postprocesor? w Inventorcam wybrałem Haas ss 3x (SS- super spid 12000 boratów tyle mam, 3x - trzy osie tez sie zgadza).
: 08 gru 2013, 11:41
autor: WZÓR
alekmoes pisze:Ale co może byc przyczyna tych "krzaczków"? Źle dobrany postprocesor? w Inventorcam wybrałem Haas ss 3x ...
U siebie .... w Solid Cam też mam postprocesor do Haas .
...... nie napiszę ile razy był poprawiany.

Kiedyś od Haas dostałem taką instrukcję .....
http://zapodaj.net/c988c9ece9ba8.jpg.html
zastosuj ją na maszynie - może pomoże.
Mariusz.
{kind=link}
{kind=link}
{kind=link}