



")
mam tokarkę SL20 z napędzanymi narzędziami,
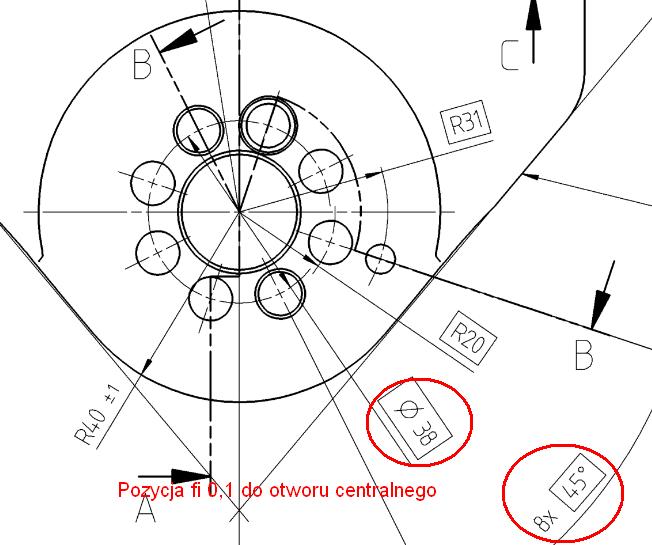
ostatnio przymierzam się do obróbki części w której mam wytoczyć otwór
centralny i nawiercić 8 otworów co 45 stopni.
Sprawa niby prosta gdyby nie tolerancja pozycji w 0,1
Moj Hass SL20 nie pozycjonuje dokładnie kąta,
błędy jakie otrzymuje wahaja się do +_0,4 pozycji kątowej
czyli jak w programie zadam kąt 45,00 stopni to maszyna złapie np 45,25
lub gdy zadam w programie kąt 135,00 stopni to po pomiarze mam 134,82
i tak dalej.
Do indeksowanie używam funkcji M19 z Parametrem R
np M19 R45,000
oczywiści hamulec włączam
Czy może mi ktoś poradzić o co chodzi,
czy miał ktos podobny problem.
Czy to jest po prostu przypadłość/niedokładność Hass
dodam że mam 2 SLki i na obu występuje ten sam problem,
próby wykonywałem jeszcze nawiertakiem więc błąd odgięcia wiertłą odpada,
Z góry dzięki!



")

")






