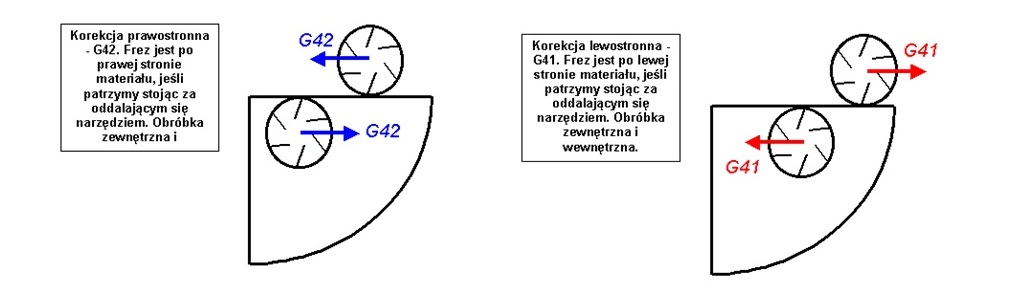
G41 - G42
: 26 cze 2024, 20:58
Cześć. Zacząłem przygodę z programowaniem przy użyciu g-kodów i zdecydowanie czegoś nie rozumiem.
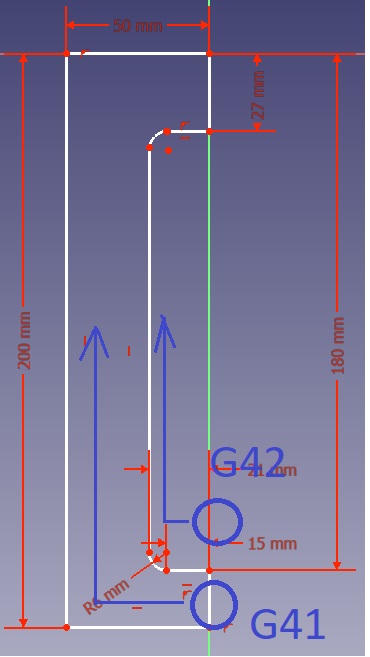
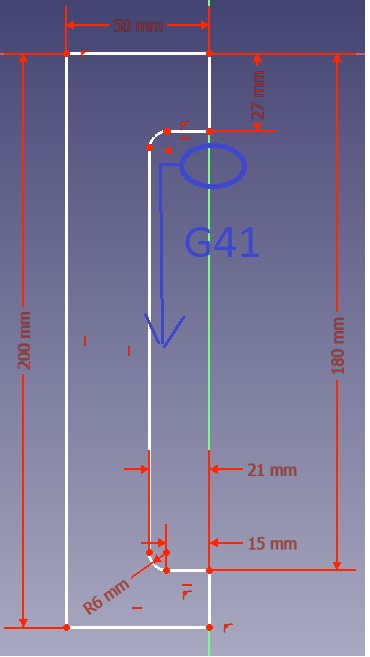
Program przy użyciu komendy G42 tworzy prawidłową ścieżkę jednak ze złą kompensacją, G41 tworzy nieprawidłową ścieżkę, przypuszczam, że problemem jest nieprawidłowy dojazd albo zły punkt wprowadzenia G41 bądź odwołanie za pomocą G40, dla przykładu wrzucam przykładowy rysunek wraz z programem.
Baza w prawym górnym rogu- tak jak układ wspolrzednych we freecad.
Frez fi12 promień łuku r6.
Narzędzie ma wykonać obróbke współbieżnie.
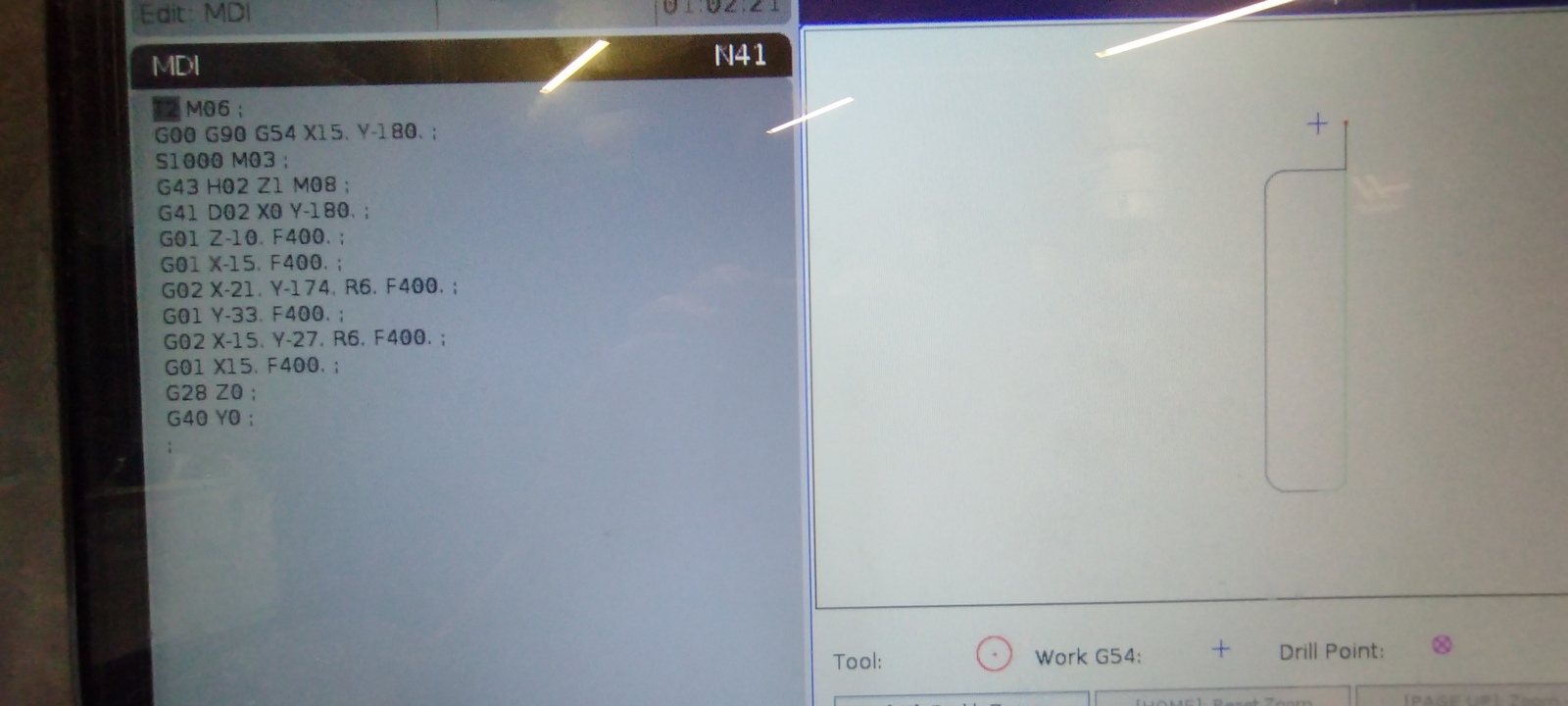
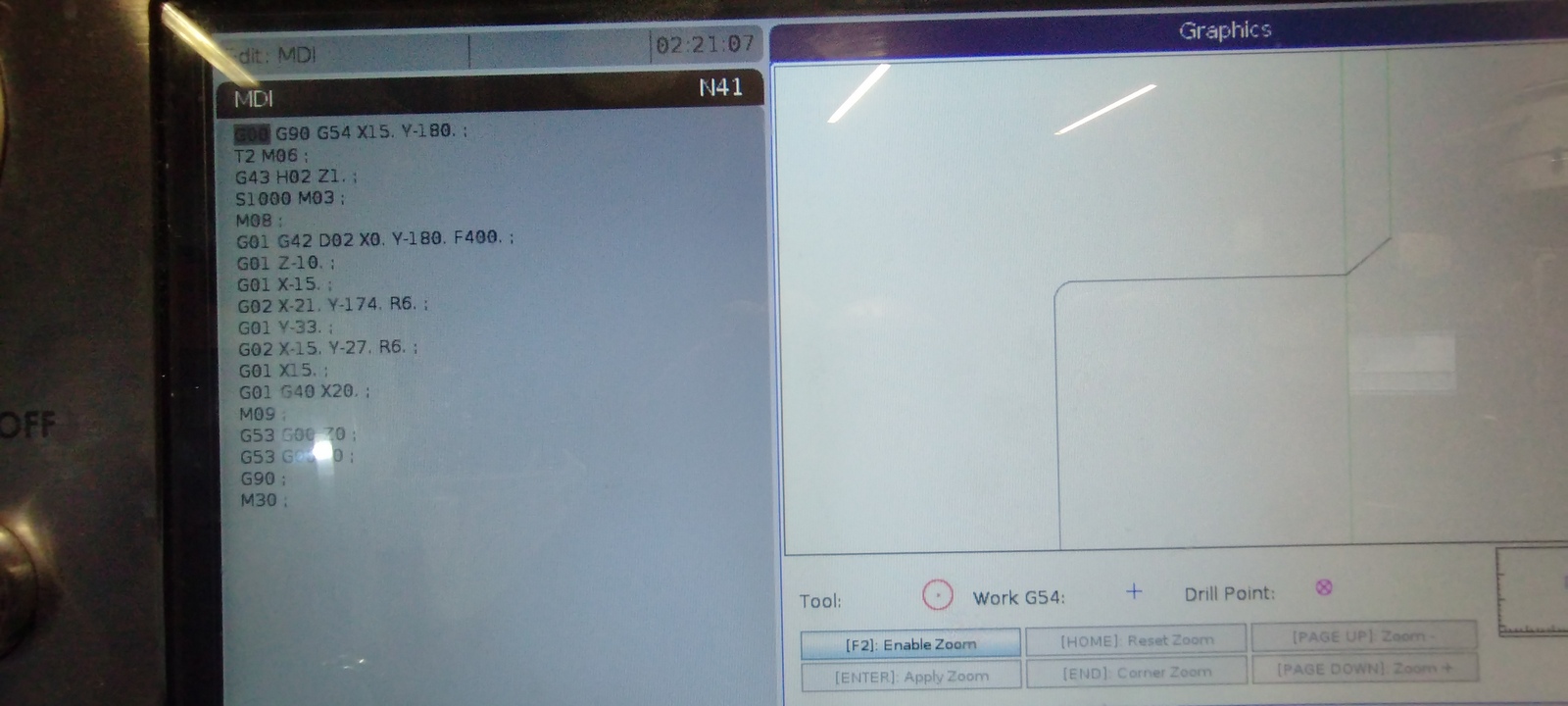
T01 M06
G00 G90 G54 X15 Y-180
S1000 M03
G43 H06 Z1 M08
G41 X0 Y-180
G01 Z-10
G01 X-15 F400
G02 X-21 Y-174 R6 F400
G01 Y-33 F400
G02 X-15 Y-27 R6 F400
G01 X15 F400
G28 Z0
G40 Y0 (tutaj może być błąd bo nie rozumiem w którym miejscu powinienem odwołać kompensację)
M30
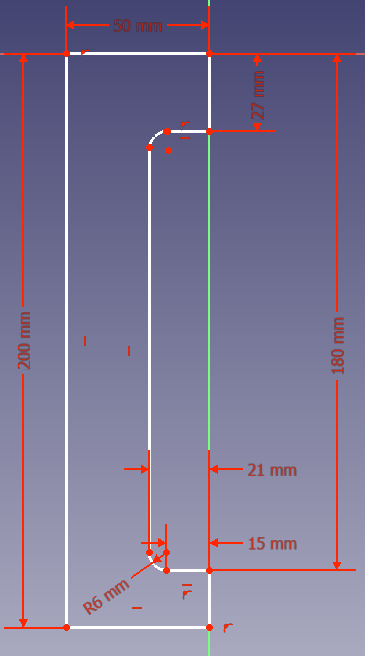
Program przy użyciu komendy G42 tworzy prawidłową ścieżkę jednak ze złą kompensacją, G41 tworzy nieprawidłową ścieżkę, przypuszczam, że problemem jest nieprawidłowy dojazd albo zły punkt wprowadzenia G41 bądź odwołanie za pomocą G40, dla przykładu wrzucam przykładowy rysunek wraz z programem.
Baza w prawym górnym rogu- tak jak układ wspolrzednych we freecad.
Frez fi12 promień łuku r6.
Narzędzie ma wykonać obróbke współbieżnie.
T01 M06
G00 G90 G54 X15 Y-180
S1000 M03
G43 H06 Z1 M08
G41 X0 Y-180
G01 Z-10
G01 X-15 F400
G02 X-21 Y-174 R6 F400
G01 Y-33 F400
G02 X-15 Y-27 R6 F400
G01 X15 F400
G28 Z0
G40 Y0 (tutaj może być błąd bo nie rozumiem w którym miejscu powinienem odwołać kompensację)
M30