WZÓR pisze: ↑08 sie 2020, 16:26
Kopiuj / wklej ...... , jak dla mnie g -kod nie bardzo jest czytelny.
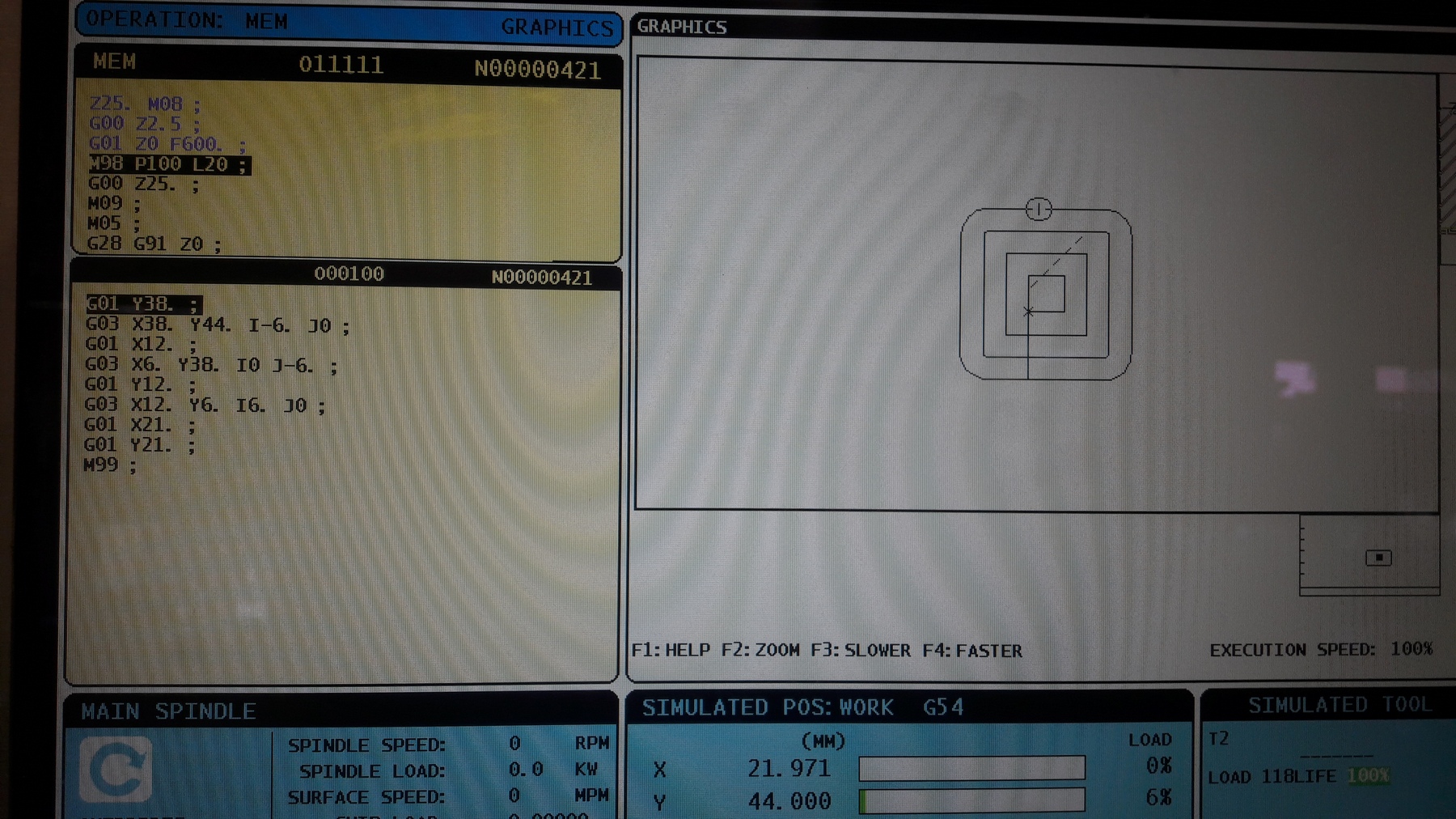
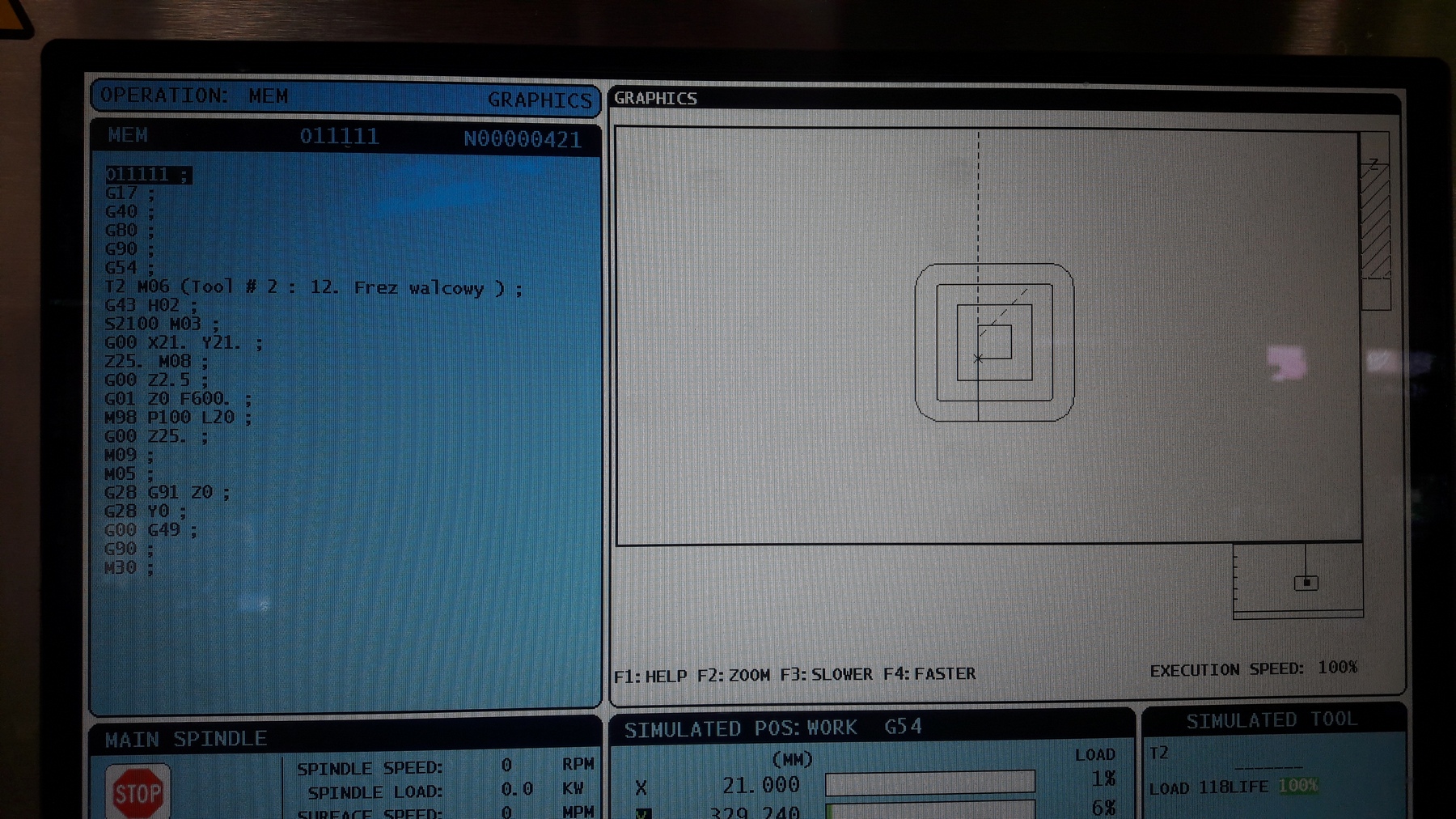
Rozwiązanie M98 P1 L20 jest lepszym rozwiązaniem (kwestia gustu

)
W podprogramie jasno widać jakie wybranie robimy i prościej je edytować.
W programowaniu sporo jest kwestią gustu. Przez jakiś czas pisałem stale z użyciem
podprogramów, bo się tym bawiłem. Jak był jakiś typ detalu, który się stale pojawiał, to taka pisanina była powielana. W praktyce jak muszę naskrobać jakiś kod, potem puścić to nad sztuką, potem ewentualnie sprawdzić jeszcze jak będzie się zachowywać jak wezmę więcej w zetce (bo mocowanie liche), to już najczęściej nie chce się tworzyć podprogramu, bo trzeba sprawdzić składnię, powiązania, komendy itp.
Jak trzeba skopiować 20 razy, to może faktycznie
jest kłopotliwe i zgadzam się, że łatwiej zmieniać podprogram, niż grzebać w dwudziestu dokopiowanych
sekcjach, ale jak sekcja działa, to tylko kwestia podmiany w zetce - a że najczęściej nie mam potrzeby jeździć po 1mm (z takiej strategii wyrosłem po pierwszym roku frezowania na CNC) więc najczęściej mam ze trzy, cztery sekcje skopiowane. A poza tym to kwestia jak ktoś ma opanowane takie narzędzie - ja słabo, więc szybciej zrobię kopiując. No i mowa o prostym kodzie na kilka, kilkanaście linijek a nie jakimś wężu, którego kopiowanie powoduje pękanie ekranu.