Jako ze jest to mój pierwszy post na tym forum witam Wszystkich serdecznie.
Na forum zaglądam już od kilku tygodni ale dopiero dziś się zarejestrowałem aby zadać pytanie szanownym forumowiczom.
Chodzi mi po głowie zakup mini tokarki , na pewno jakiegoś chińczyka , klona Mini Lathe.
Z forum dowiedziałem się że dużo lepszym rozwiązaniem byłby zakup jego większego brata pokroju Nutoola 550.
Ale dla moich potrzeb i możliwości finansowych skłaniam się raczej ku Mini Lathe.
Nie znalazłem na forum odpowiedzi na nurtujące mnie pytanie a mianowicie czy na takim
chińczyku będę miał możliwość wykonania gwintów np M42 , M48 , M52 , M58 ze skokiem 0,75?
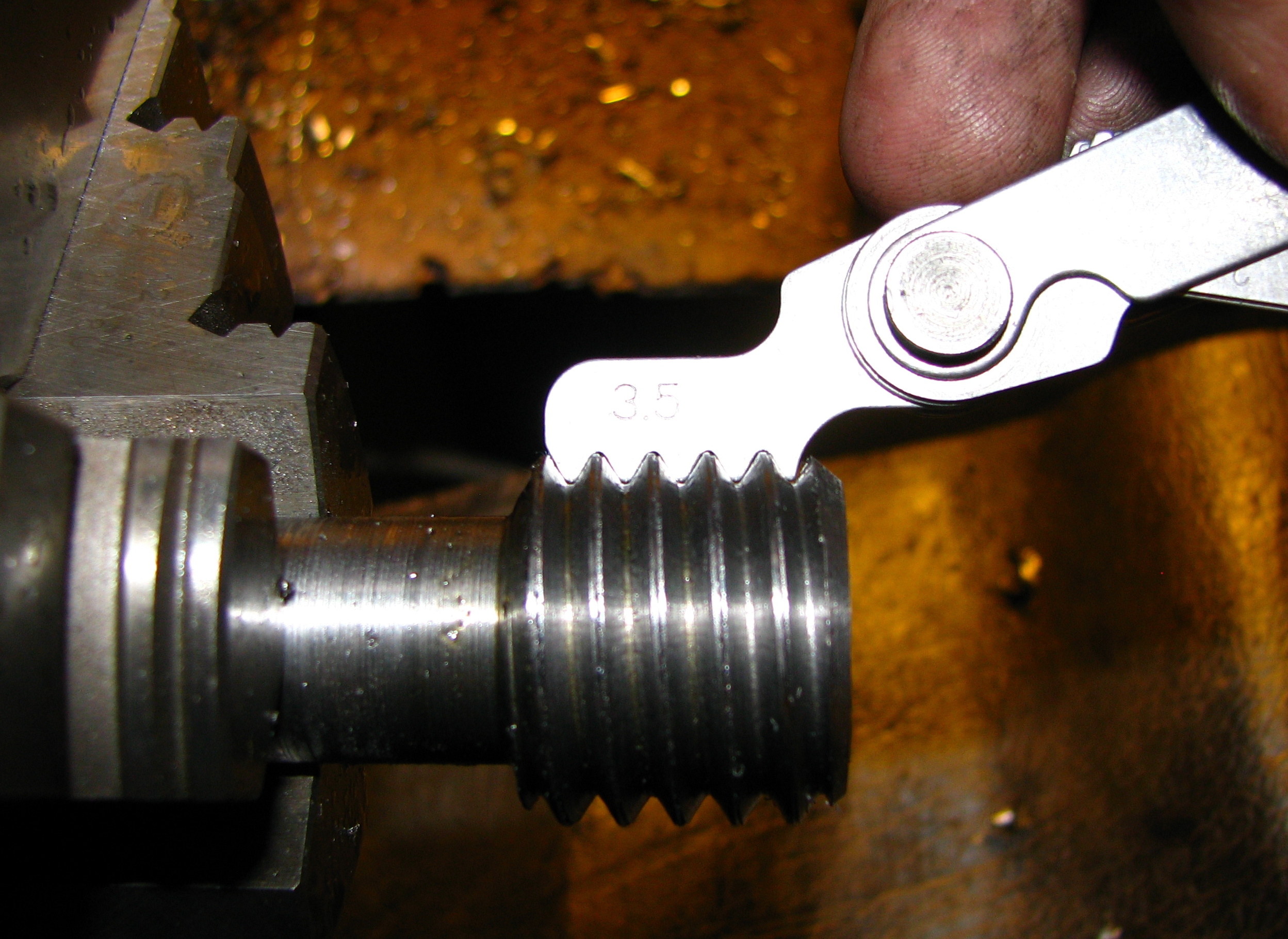
Wiem że koła gitary umożliwiają takie ustawienie skoku , bardziej interesuje mnie jakość wykonanych gwintów.
Materiał na którym chce pracować to w 99% tworzywa sztuczne i stopy aluminium.
Wykonanie gwintów na chińskich tokareczkach


-
ak47
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 974
- Rejestracja: 22 lis 2013, 12:54
- Lokalizacja: Tomaszów Mazowiecki
Jeśli tokarka posiada skok taki jaki Cię interesuje to możesz go naciąć na dowolnej średnicy nie ważne czy 42 czy 58 czy 10mm.
Za jakość gwintu odpowiada właściwe ustawienie noża, właściwe obroty, zagłębienie, materiał(gliniaste badziewia bardzo lubią się rwać jak się nieco mocniej zagłębisz nożem). Także luzy w maszynie i drgania przez to wywołane sprawiają, że gwint wychodzi zwyczajnie kiepski.
Za jakość gwintu odpowiada właściwe ustawienie noża, właściwe obroty, zagłębienie, materiał(gliniaste badziewia bardzo lubią się rwać jak się nieco mocniej zagłębisz nożem). Także luzy w maszynie i drgania przez to wywołane sprawiają, że gwint wychodzi zwyczajnie kiepski.
-
CFA
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1678
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
To nie jest taka prosta zależność. Czasami, żeby uzyskać lepszą jakość powierzchni czy wymiar trzeba brać więcej nożem, czasem potrzeba większej prędkości. A może się okazać, że wtedy objawią się braki sztywności, konstrukcji maszyny itp. Efekt końcowy będzie kompromisem pomiędzy parametrami, które dały by "cudo gwint" a możliwościami maszyny, mocowania i narzędzia. Osobną sprawą jest pojęcie jakości gwintu, bo coś co jedni dyskwalifikują dla innych jest supergwintem.motoolo pisze:Czyli jeśli dobrze Cie zrozumiałem , można taki gwint wykonać (bo przełożenie gitary na to pozwala) a z powodu kiepskiej jakości tokarki należy gwint wykonywać bardzo powoli ,
tzn wykonując wiele przejazdów z jak najmniejszym wgłębianiem się w obrabiany materiał.


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Z nacinaniem gwintu na słabosilnikowych tokareczkach jest tak - im większa średnica Dm nacinanego gwintu - tym większa prędkość skrawania vc a tym samym opory toczenia (przy stałych obrotach - zgodnie ze wzorem
Prędkość skrawania vc (m/min)


co łącznie z wielkością parametru głębokości skrawania ap i wartości posuwu na obrót fn przekłada się na zapotrzebowanie na moc Pc:
Moc skrawania netto Pc (kW)

gdzie:
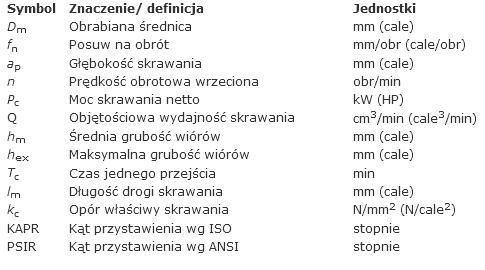
Oczywiście cechy materiału czyli opór właściwy skrawania kc(czyli w dużym uproszczeniu twardość, ciągliwość) także ma duży wpływ na zapotrzebowanie mocy, ale my dla porównania wartości Pc dla różnych średnic Dm przyjmujemy n, kc, fn i ap = constans
Opory wzrastają też wraz ze wzrostem nacinanego skoku, gdyż wzrasta długość czynnej linii styku ostrza z materiałem (wielkość zarysu), ale można temu przeciwdziałać redukując tę długość poprzez stosowanie odpowiedniej techniki nacinania (sposób 0° generuje największe opory)
https://www.cnc.info.pl/topics89/gwinty-vt32777,20.htm


Jak więc widzimy nie możemy zwiększać teoretycznie w nieskończoność średnicy nacinanego gwintu bo w pewnym momencie opory toczenia przekroczą wartość dostarczonej wrzecionu mocy (a w zasadzie momentu obrotowego Mo)
W praktyce małych słabonapedowych tokareczek hobbystycznych wartość Mo zależy także od rodzaju zastosowanego napędu - tu tokarki ze stałoobrotowymi silnikami i pośrednimi wielostopniowymi przekładniami pasowymi o dużym przełożeniu (lub przekładniami zębatymi we wrzecienniku jak np w LD 550) są dużo lepszym rozwiązaniem - są dużo "mocniejsze" niż maszynki z bezpośrednim napędem pasowym i regulowanymi elektronicznie obrotami silników o podobnej mocy.
Prędkość skrawania vc (m/min)
co łącznie z wielkością parametru głębokości skrawania ap i wartości posuwu na obrót fn przekłada się na zapotrzebowanie na moc Pc:
Moc skrawania netto Pc (kW)
gdzie:
Oczywiście cechy materiału czyli opór właściwy skrawania kc(czyli w dużym uproszczeniu twardość, ciągliwość) także ma duży wpływ na zapotrzebowanie mocy, ale my dla porównania wartości Pc dla różnych średnic Dm przyjmujemy n, kc, fn i ap = constans
Opory wzrastają też wraz ze wzrostem nacinanego skoku, gdyż wzrasta długość czynnej linii styku ostrza z materiałem (wielkość zarysu), ale można temu przeciwdziałać redukując tę długość poprzez stosowanie odpowiedniej techniki nacinania (sposób 0° generuje największe opory)
https://www.cnc.info.pl/topics89/gwinty-vt32777,20.htm
Jak więc widzimy nie możemy zwiększać teoretycznie w nieskończoność średnicy nacinanego gwintu bo w pewnym momencie opory toczenia przekroczą wartość dostarczonej wrzecionu mocy (a w zasadzie momentu obrotowego Mo)
W praktyce małych słabonapedowych tokareczek hobbystycznych wartość Mo zależy także od rodzaju zastosowanego napędu - tu tokarki ze stałoobrotowymi silnikami i pośrednimi wielostopniowymi przekładniami pasowymi o dużym przełożeniu (lub przekładniami zębatymi we wrzecienniku jak np w LD 550) są dużo lepszym rozwiązaniem - są dużo "mocniejsze" niż maszynki z bezpośrednim napędem pasowym i regulowanymi elektronicznie obrotami silników o podobnej mocy.
Ostatnio zmieniony 06 mar 2017, 15:45 przez RomanJ4, łącznie zmieniany 1 raz.
pozdrawiam,
Roman
Roman